Ein neues Werk für die Ceramitech-Gruppe in Usbekistan




Ende 2019 nahm Sabo S.A. ein Werk in Usbekistan für die Ceramitech-Gruppe in Betrieb, die zur Orient Holding gehört. Die Produktionsstätte mit einer Tagesleistung von 1200 t ist eine der größten in Zentralasien und stellt eine Vielzahl an Produkten her, von Mauerziegeln über Tonblöcke bis hin zu Verblendern.
1 Einleitung
Bereits 2017 beauftragte die Orient Holding, ein großer usbekischer Mischkonzern, den griechischen Hersteller Sabo mit dem Projekt. Ziel des Konzerns war es, mit dem Bau einer leistungsstarken Anlage für die Herstellung von Tonprodukten in den Baustoffsektor einzusteigen.
Eine signifikante Zeit des Projekts wurde der umfassenden Untersuchung des Rohmaterials und der Durchführung einer geologischen Studie der verfügbaren Lagerstätte gewidmet. Auf Grundlage der dabei vom Sabo-Tonlabor gewonnenen Erkenntnisse wurden die optimale Tonmischung bestimmt und die besten verfügbaren Technologien für das Projekt ausgewählt.
Sabo hat das gesamte Projekt geplant, überwacht und in Betrieb genommen und als Hauptauftragnehmer alle Maschinen der technologischen Linie zur Verfügung gestellt. Metallkonstruktionen und allgemeine Baumaterialien wurden gemäß den erforderlichen Spezifikationen vor Ort beschafft. Sabo-Experten schulten das Personal in der Maschinenbedienung und die Massespezialisten von Sabo vermittelten das Fachwissen zu Tonlagerung und -analyse und zur Produktkontrolle, was für den Betrieb und die Kontrolle des Werkes notwendig ist.
2 Produktion
Die Anlage hat eine Kapazität von 100 Mio. Ziegel jährlich – Referenzprodukt: 1,4 NF (250 mm x 120 mm x 88mm) – was ca. 1200 t gebranntem Produkt pro Tag entspricht. Damit gehört die Produktionsstätte zu den größeren Werken in den GUS-Ländern und ist eines der größten in Zentralasien.
Die vollautomatische Anlage wird von zehn Mitarbeitern pro Schicht bedient. Sie wurde so konzipiert, dass sie eine breite Palette von Produkten herstellen kann: angefangen vom typischen Sortiment (0,5; 0,7; 1; 1,4 und 2,1 NF) bis hin zum kompletten Sortiment von Tonblöcken (8 und 12 für innere Trennwände bis hin zum großen tragenden Block 51). Andere Produkte wie Verblendziegel, engobierte und glasierte Ziegel werden in die Produktpalette aufgenommen, um die Vielseitigkeit der Anlage in diesem neuen, sich schnell entwickelnden Markt zu erhöhen.
2.1 Aufbereitungs- und Extrusionslinie
Bei der Aufbereitungsanlage handelt es sich um eine typische Nassproduktionslinie des spanischen Herstellers Verdes mit Brecher, Desintegrator und Walzwerk für die Vorzerkleinerung. Das Material wird in einem Doppelwellenmischer gemischt und in einem großen Tonlager deponiert, das mit einem automatischen Rückgewinnungssystem ausgestattet ist. Seine Größe gewährleistet in Verbindung mit dem Austragsbagger eine zusätzliche Homogenisierung und Mischung des Tons. Unterschiedliche Tonmischungen können in vier separaten Boxen deponiert werden.
Besonderer Wert wurde auf die Endzerkleinerung gelegt. Mittels eines 1,4 m breiten Walzwerkes mit elektronischer Spaltverstellung kann auf bis zu 0,8 mm zerkleinert werden. Es wurde das größte Modell 775 des Extruders der Magna-Serie ausgewählt, um die für Standardprodukte und Blöcke erforderliche Kapazität bei entsprechenden Pressdrücken zu gewährleisten. Der gesamte Prozess läuft vollautomatisch und wird durch ein Überwachungs- und Steuerungssystem kontrolliert.
2.2 Abschneider und Transport
Nach der Strangpresse können die Ziegel auf verschiedenen Oberflächengestaltungsanlagen mit rustikalen Effekten versehen, besandet, texturiert, engobiert oder glasiert werden. Die Maschinen sind ausfahrbar auf Schienen angeordnet.
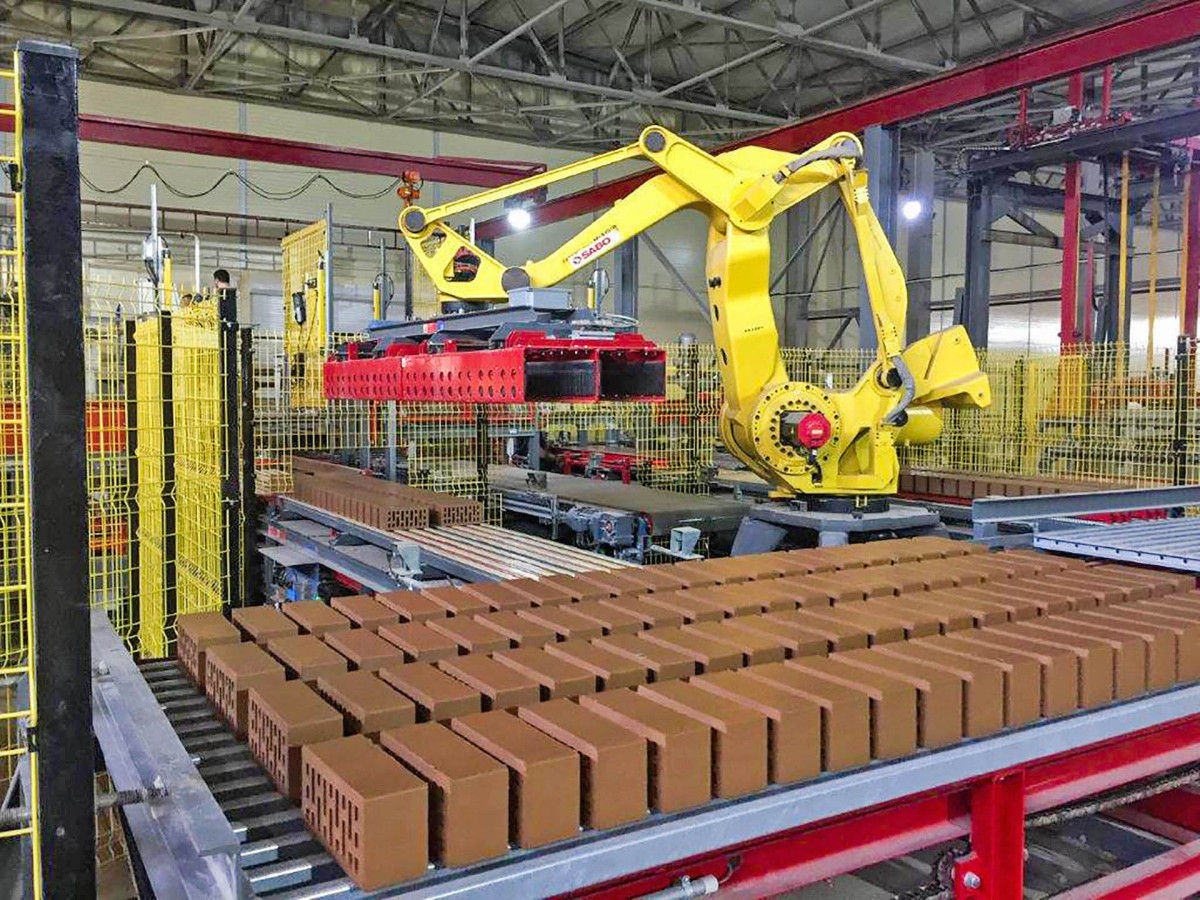
Die Schneidlinie ist mit drei Mehrdrahtabschneidern ausgestattet. Zwei parallele Hubabschneider mit Anfasrollen schneiden Standard- und Verblendziegel. Für das Schneiden von Blöcken wird ein separater Abschneider verwendet, der über Riemen läuft. Beide Linien fördern die Formlinge zu einem Roboter, der die Trocknerpaletten mit verschiedenen Robotergreifern belädt. Insbesondere bei Standard- und Fassadenziegeln wird darauf geachtet, dass die Produkte nur auf Bändern transportiert sowie angehoben und abgelegt werden, ohne dass ein hoher Druck ausgeübt wird, der sie verformen könnte.
2.3 Trockner
Die abnehmbaren Trocknerrahmen werden auf Trocknerwagen mit variabler Einteilung für verschiedene Produktgrößen geladen.
Zum Trocknen der Produkte wird ein 120 m langer Tunneltrockner mit acht Linien und einer separaten Rücklauflinie eingesetzt. Der Trockner ist, je nach den Trocknungsbedingungen und der erforderlichen Luftmenge und Temperatur, mit verschiedenen Arten von Innenventilatoren ausgestattet. Der gesamte Trockner verfügt über drei separate Regelzonen, was ihn für die Trocknung verschiedener Produkte sehr flexibel macht.
2.4 Ofenwagenbeladung und Entstapelungslinie
Die Beladung der Ofenwagen erfolgt mit zwei Kettenprogrammierbänken und zwei Robotern. Hochkant-, Flach- und Spezialblocksetzen sind möglich, sodass ein einwandfreier Brand gewährleistet ist.
Die Entstapelungslinie arbeitet nach dem gleichen Konzept mit zwei Entladerobotern und zwei parallelen Programmierbänken. Letztere beschicken die beiden Verpackungsroboter. Die Hauptverpackung erfolgt ohne Holzpalette unter Verwendung von horizontalen und vertikalen Umreifungen. Die Verpackung auf Holzpalette ist aber möglich, ebenso wie die Stretch-haubenverpackung. Mit dieser Vielseitigkeit kann ein großes geografisches Gebiet ideal abgedeckt werden.
2.5 Ofen
Vor dem Einlauf in den Ofen wird das Produkt in einem Vorwärmer vorgewärmt. Die Produkte werden in einem traditionellen Tunnelofen, 6,7 m breit, 160 m lang und mit der neuesten Technologie ausgestattet, gebrannt. Für die Ofenwände, die -decke und die -wagen wurde hochwertiges deutsches Feuerfestmaterial verwendet. Gebrannt wird mit Erdgas. Die hohe Kapazität und die schweren Produkte erfordern eine effiziente Vorwärmung, die durch zwei große Sabo-Heißluft-Rezirkulationseinheiten, Seitenbrenner und Deckenbrenner mit Flammenkontrolle erreicht wird.
2.6 Prozesssteuerung
Die Befeuerung zusammen mit dem Trocknungsprozess werden durch ein geschütztes System gesteuert, das auf der Grundlage langjähriger Erfahrung und Hunderter verschiedener Installationen entwickelt wurde. Das vollautomatische System steuert automatisch alle Anlagen entsprechend der Beschickungsgeschwindigkeit, der Produktinformationen und den aktuellen Trocknungs- und Brennbedingungen. Die Anlageneffektivität wird online und historisch überwacht, ein CMMS-System kann die Werkswartung unterstützen und leiten.
3 Fazit
Die Kapazitäts- und Qualitätsziele des Projekts wurden durch die ausgezeichnete Zusammenarbeit der Teams von Sabo und der Ceramitech-Gruppe vollständig erreicht und so die Investition erfolgreich abgeschlossen.
www.sabo.gr





