Filières: Les différences entre acier traité et chrome dur

L’utilisation de filières d’extrusion en acier traité ou en chrome dur est très répandue aujourd’hui dans l’industrie de la terre cuite. Deux technologies différentes sont donc utilisées dans le secteur. L’article compare les deux matériaux et présente les avantages de l’acier traité qu’emploie la société Morte.
1 Différences entre acier traité et chrome dur
La principale différence entre l’acier traité et le chrome dur réside dans la composition et les propriétés des deux matériaux. L’acier traité est un acier lédéburitique à haute teneur en chrome, d’une grande résistance à l’usure et d’une stabilité dimensionnelle élevée après la trempe (dureté de 62-64 HRC). Le chrome dur s’obtient en revanche par traitement électrolytique. Les pièces sont revêtues d’une pellicule de chrome (dureté de 70 HRC), d’une épaisseur variable (entre 0,2 et 0,4 mm normalement). La couche est appliquée sur un noyau ou une base d’acier allié, dont la résistance à l’abrasion n’est pas très élevée (dureté de 30-35 HRC)
2 Avantages de l’acier traité
L’un des principaux avantages de l’acier traité est qu’il peut être modifié facilement. C’est une pièce homogène, dont on peut changer la conicité, l’inclinaison, etc., sans altérer sa résistance à l’usure.
En revanche, le chrome dur est appliqué sur un noyau ou une base. La conicité de la pièce ne peut donc pas changer, sinon la couche de chrome disparaîtrait en révélant son support, si on tentait de la modifier. Cela signifie qu’il faudrait refaire le chromage, si l’on voulait apporter des modifications à la pièce.
L’utilisation de l’acier traité présente un autre atout considérable : elle permet de réaliser des économies de temps et d’argent, lors des mises en service ou développements de nouveaux produits. Tout arrêt de la production entraîne des coûts élevés pour un briquetier. C’est pour cette raison que lors des essais, il faut prendre des décisions rapides et mener les actions correctives nécessaires au plus vite. Dans ce cas, l’acier traité présente un avantage de taille. Quand la filière est installée en production, les vérifications d’usage sont faites pour déterminer si des modifications sont nécessaires ou pas. Si tel est le cas, les ajustements de la filière se feront facilement et rapidement.
Par contre, si la filière est fabriquée en chrome dur, chaque modification prendra du temps parce qu’il faut enlever les pièces de la filière et les rechromer, ce qui entraîne un retard des livraisons et, par conséquent, réduit la marge de manœuvre.
Pour Morte, le contrôle du procédé est un paramètre essentiel. Depuis plus de 30 ans, la société s’est spécialisée dans le traitement thermique de l’acier traité, étant donné qu’elle dispose de son propre équipement, ce qui lui permet de contrôler au plus près le trempage des pièces.
Lors de ce traitement thermique, l’acier est chauffé jusqu’aux températures d’austénitisation puis il est refroidi rapidement, afin de réaliser une transformation apportant une structure martensitique dure et résistante. Par conséquent, la qualité des filières est garantie de façon constante.
Par contre, quand des pièces doivent être chromées et que cette étape est sous-traitée, le fabricant de la filière n’a plus la main sur ce procédé et cela peut poser problème. Si le chrome dur n’est pas appliqué correctement, la couche de chrome peut être endommagée, ce qui peut provoquer une usure irrégulière.
3 Filières pour des capacités de production élevées
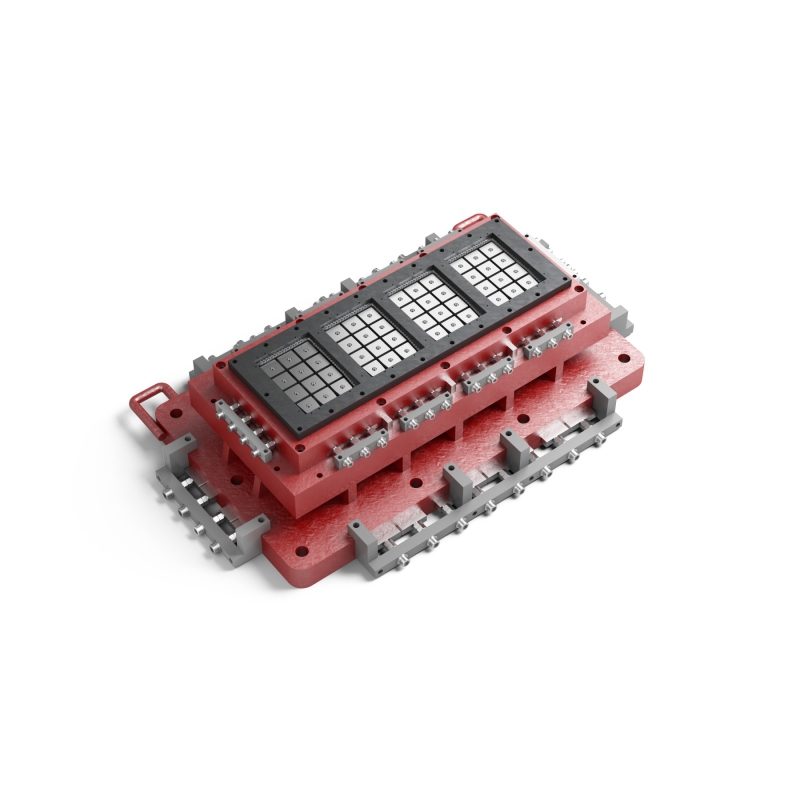
Morte a toujours misé sur l’utilisation d’acier traité. Dans les environnements où les sollicitations sont extrêmes, les éléments de la filière les plus soumis à l’usure, c’est-à-dire, les noyaux et les peignes, sont remplacés par des pièces en carbure de tungstène de notre propre formulation, MOR-05. Ce matériau offre une résistance à l’usure plus élevée et sa rentabilité est très supérieure à celle du chrome dur. Il n’est utilisé qu’une fois la filière correctement réglée, ce qui permet de fabriquer un produit céramique de grande qualité. Les pièces en MOR-05 peuvent passer des mois sans être remplacées. La production est stabilisée et les briquetiers sont tranquillisés car ils n’ont plus à s’inquiéter des écarts dimensionnels ou de masse de leurs produits pendant un bon bout de temps.
Avec les noyaux et les peignes en chrome dur, des phénomènes d’usure plus prononcés peuvent survenir, dès que la couche de revêtement part. Il faut donc refaire le chromage, ce qui nécessite d’avoir toujours un stock de pièces de rechange pour éviter tout arrêt de la production.
Selon Morte, la technologie du chrome dur est devenue obsolète. Elle ne peut rivaliser avec l’acier traité, que ce soit au niveau de la mise en service ou du développement de nouveaux produits. En termes de durée de vie et de résistance à l’usure, on obtient aussi de meilleurs résultats avec le carbure de tungstène.
Morte présente ses produits au salon Batimatec au pavillon 5, stand AE05.
www.talleresmorte.com