Energieeffizienzsteigerung durch die Nutzung heißer Kühlluft mit einem neuen Verbrennungskonzept
 Photo/Foto: IZF
Photo/Foto: IZF
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: Lingl
Photo/Foto: Lingl
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: IZF
Photo/Foto: IZF
 Photo/Foto: IZF
Photo/Foto: IZF
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: IZF
Photo/Foto: IZF
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: GWI
Photo/Foto: GWI
 Photo/Foto: IZF
Photo/Foto: IZF
 Photo/Foto: Lingl
Photo/Foto: Lingl
 Photo/Foto: Bellenberg Brick Plant
Photo/Foto: Bellenberg Brick Plant
In einem vom Bundesministerium für Wirtschaft und Energie im Rahmen des 7. Energieforschungsprogramms finanzierten Gemeinschaftsprojekt des Gas-Wärmeinstituts (GWI), des Instituts für Ziegelforschung (IZF), der Firma Lingl und dem Ziegelwerk Bellenberg (ZWB) wurde ein Brenner für Tunnelöfen entwickelt, der direkt die Heißluft aus der Kühlzone als Verbrennungsluft nutzt, ohne dass aufwändige äußere Maßnahmen durchgeführt werden müssen.
1 Ausgangssituation und Hintergründe
Moderne Tunnelöfen der Ziegelindustrie erreichen die für hohe Leistungen und gleichmäßige Produktqualitäten erforderliche Prozessführung insbesondere dadurch, dass sie nahezu im gesamten Aufheizbereich, wie auch in der Garbrandzone, mit Brennern bestückt sind, die nicht nur die am jeweiligen Ort benötigte Prozesswärme, sondern zugleich auch einen Impulsstrom mit hoher Reichweite erzeugen. Dadurch werden neben der erforderlichen Verbrennungsgastemperatur auch eine hinreichende Vergleichmäßigung der Temperaturen und Gaszusammensetzungen über den Ofenquerschnitt erreicht. Dieses setzt voraus, dass die Ofenatmosphäre im Aufheiz- und Garbrandbereich weitgehend durch die Verbrennungsprodukte von im Allgemeinen überstöchiometrisch, also mit Luftüberschuss, zu betreibenden Brennern erzeugt wird. Die Nutzung der in der Kühlzone entstehenden Heißluft beschränkt sich daher derzeit fast ausschließlich auf die Rohlingstrocknung, da die Aufheiz- und Garbrandzone des Tunnelofens aus den oben genannten Gründen nur in geringem Umfang zur Nutzung dieser energetisch hochwertigen Kühlluft in der Lage ist.
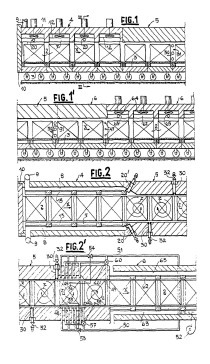
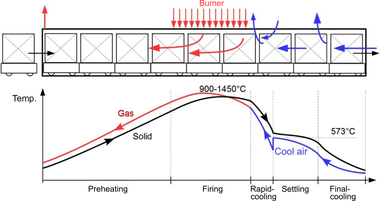
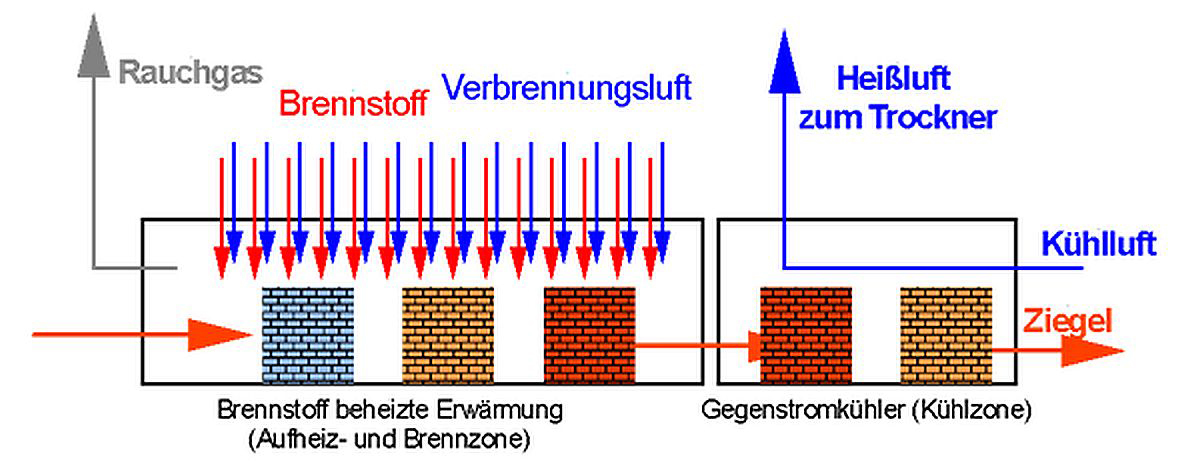
Bei den heutigen Tunnelöfen der Ziegelindustrie handelt es sich verfahrenstechnisch nach »1 um die Kopplung zweier nacheinander ablaufender Teilprozesse. Der erste Teil besteht aus dem Aufheizprozess bis zur Garbrandtemperatur, bei der ein Temperaturausgleich innerhalb der Besatzpakete – bzw. beim Einlagenbrand innerhalb der Ziegelrohlinge – stattfindet. Aus keramtechnischen Gründen ist zudem unter Umständen ein Verweilen bei dieser Maximaltemperatur notwendig. Im Anschluss daran werden die Ziegel im zweiten Teilprozess in einem ein- oder mehrstufigen Gegenstromkühler auf Ausfahrtemperatur gebracht. Die hierbei erhitzte Kühlluft wird aus dem Ofenprozess ausgekoppelt und an anderer Stelle zur Trocknung der Ziegelrohlinge verwendet [1].
Damit setzt sich der heutige Tunnelofen von früheren Tunnelofenkonzepten dadurch ab, dass in ihm keine explizite Brennzone mit vorangehender Gegenstrom-Aufheizung der Rohlinge existiert, stattdessen erfolgt – mehr oder weniger – eine Brennstoffbeheizung der gesamten Aufheiz- und Ausgleichszone, die eventuell durch Umwälzeinrichtungen unterstützt wird.
Durch diese Verfahrensweise besteht der Zwang zur größtmöglichen Synchronisation von Ofen und Trocknerbetrieb, sodass die energetische Optimierung der Einzelprozesse nahezu unmöglich wird.
Ein weiterer Punkt, der die energetische Kopplung zwischen Trockner und Ofen erschwert, ist der Umstand, dass der Brennofen kontinuierlich an 7 Tagen 24 Stunden arbeitet; der Trockner hingegen wird nur während der Produktionszeit unter der Woche beschickt, so dass unter Umständen keine kontinuierliche Nutzung der Verbundenergie vom Ofen gewährleistet werden kann.
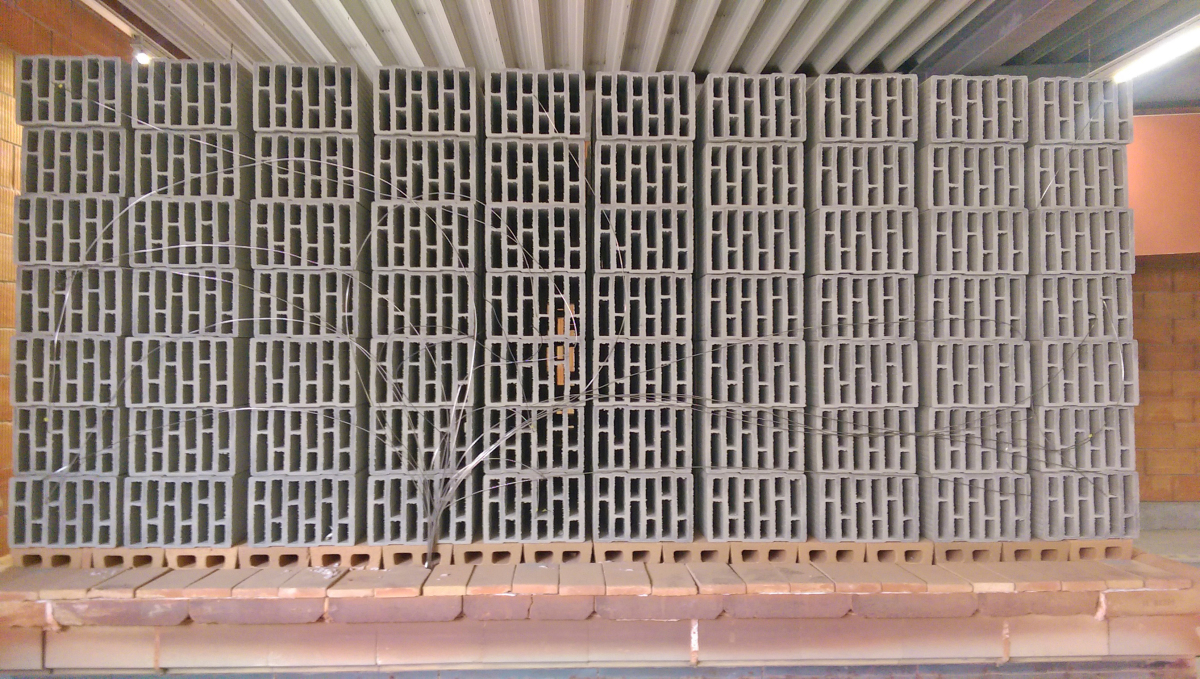
Ganz extrem stellt sich die Situation in Dachziegelwerken dar, da hier die Produkte einzeln in sogenannten H-Kassetten gebrannt werden. Dies bedeutet, dass im Ofen nur ca. 45 % Produkt wärmebehandelt wird, während die Kassetten ebenfalls aufgeheizt bzw. abgekühlt werden müssen. Aus diesem Grund steht in diesen Werken mehr als doppelt so viel Energie vom Ofen zur Verfügung, als für die Trocknung der Produkte benötigt wird. Bei der Herstellung dieser Produkte ist es umso wichtiger, möglichst viel Kühlluft im Ofen zu behalten.
Zur energetischen Optimierung des Herstellungsprozesses von Ziegeleiprodukten gilt also, die bisherige enge energetische Kopplung zwischen der Kühlzone des Tunnelofens und der Trocknungsanlage in möglichst großem Umfang abzubauen. Hierzu bietet es sich nach dem bisherigen Stand der Technik insbesondere an, Teile der bei der Produktkühlung erhitzten Kühlluft in den Brennern des Tunnelofens als vorgewärmte Verbrennungsluft einzusetzen. Dieses geschieht mit dem ausschließlichen Zweck der Brennstoffsubstitution durch Nutzung vorgewärmter Verbrennungsluft, also mit der Absicht, die im Brenner entstehenden Verbrennungsgase bei weitgehend gleichbleibender Quantität und Qualität und ohne nennenswerte Veränderung der theoretischen Verbrennungstemperatur zu belassen.
Für das Brennen von Ziegeln ist es dabei nicht interessant, durch vorgewärmte Luft für höhere Verbrennungstemperaturen zu sorgen, sondern es geht ausschließlich um die Verminderung des Energiebedarfs bei sonst gleichbleibenden Bedingungen auch unter Inkaufnahme eines erhöhten Luftfaktors.
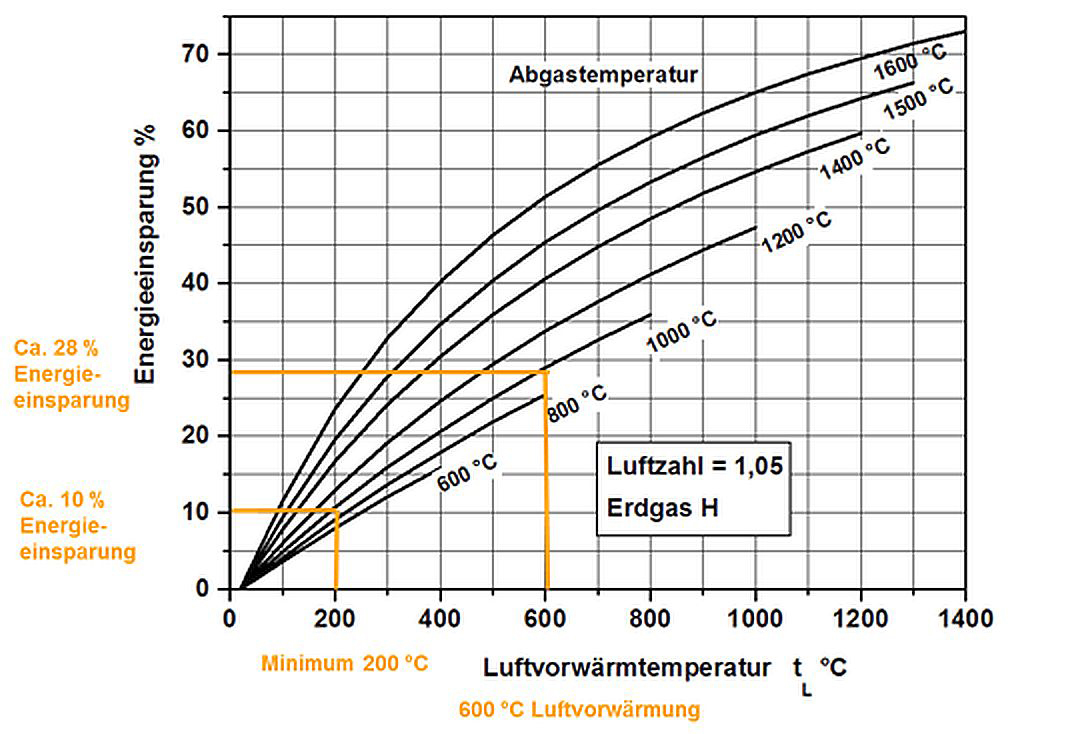
»2 zeigt den sich aus einer Verbrennungsrechnung ergebende Einfluss der Verbrennungslufttemperatur auf die Energieeinsparung. Darin ist die mögliche prozentuale Energieeinsparung in Abhängigkeit der Luftvorwärmtemperatur für verschiedene Abgastemperaturen ersichtlich. Für das Diagramm werden die Luftzahl und die Abgastemperatur als konstant betrachtet. Die Energieeinsparung resultiert aus der Steigerung der thermischen Energie der zugeführten Luft. Diese thermische Energie wird in der Kühlzone durch die Abkühlung der Ziegel auf die Kühlluft übertragen und als vorgewärmte Luft nutzbar gemacht.
Als Hemmnisse für den Einsatz vorgewärmter Verbrennungsluft Technologie werden die nachfolgenden Argumente angeführt:
Höhere NOx Emissionen aufgrund der heißeren Flamme
Platzbedarf der Isolierung von Rohrleitungen und der Kostenaufwand
Steigender Druckverlust und damit eventuell größeres Gebläse notwendig
Gebläse, Brenner, Flammüberwachung und Ventile müssen die höheren Temperaturen aushalten.
Alle diese Argumente gelten nicht bei der Nutzung von Heißluft aus der Kühlzone.
2 Neues Brennerkonzept
Das neue, im Rahmen dieses Projektes entwickelte Brennerkonzept beruht auf einem taktenden Betrieb. Die Oxidation des Brennstoffs wird nicht durch eine eigens dafür vorgesehene Luftzufuhr erreicht, sondern durch eine Ansaugung des bereits im Brennraum verfügbaren Oxidators in Form von Heißluft aus der Kühlzone in die Reaktionszone. Der dafür notwendige hohe Gasimpuls wird durch eine Hochgeschwindigkeitsgasdüse erzeugt, welche taktend Brenngas in die heiße Ofenatmosphäre führt. Ergänzt wird die Gasdüse durch ein sog. Mischrohr. In »3 ist der Prototyp des Brenners dargestellt.
Ziel des Prinzips ist eine zweistufige Oxidation des Brennstoffes. Die erste Stufe findet zwischen Gasdüse und Mischrohr statt, die zweite Stufe am Austritt aus dem Mischrohr. Es soll durch den hohen Gasimpuls eine Teiloxidation des Brennstoffes in der ersten Stufe erreicht werden. Durch die Mischung von Oxidator (Luft) und Brennstoff im Mischrohr erhöht sich der Massenstrom deutlich gegenüber der reinen Brennstoffströmung. Am Austritt aus dem Mischrohr soll das Gas-/ Luftgemisch aufgrund des hohen Impulses dann die notwendige Verbrennungsluft ansaugen und vollständig oxidiert werden.
Die Entwicklung eines neuartigen Reingas-Injektorbrenners (Konstruktion und Strömungsberechnung) wurde mittels CFD-Simulationen (CFD: Computational Fluid Dynamics) durchgeführt. Strömungs- und Verbrennungssimulationen dienten zur Brennerauslegung und -entwicklung, da Parameterstudien sowie eine strömungstechnische Optimierung verschiedener Geometrieansätze noch vor der eigentlichen Fertigung des Bauteils durchgeführt werden konnten. Das Ziel der Simulationen war die Verbrennungsvorgänge der einzelnen Brenneransätze in einem Simulationsgebiet zu vergleichen, welche durch Atmosphäre, Temperatur und Strömungsgeschwindigkeiten an einen Ziegelofen angelehnt ist.
Die erste numerische Veranschaulichung des Brennerprinzips erfolgt mittels einer einfachen Kombination aus einer Gaslanze mit einer Injektordüse am Austritt sowie einem freistehenden Mischrohr. Das Simulationsgebiet wird im ersten Schritt dadurch charakterisiert, dass ein einzelner Brenner durch einen Spalt mit vorgewärmter Luft angeströmt wird und in einen rechteckigen Brennraum feuert. »4 stellt die Stromlinien der Luft im Feuerungsbetrieb anhand des Volumenbruchs von Sauerstoff dar und zeigt das Ansaugverhalten des Brenngases gegenüber der heißen Luft.
Die Simulationen zeigen, dass im taktenden Feuerungsprozess mit der vorliegenden Konfiguration durch eine zweistufige Injektionswirkung des Brenners genügend Luft für eine volle Ausprägung der Flamme angesaugt werden kann. Der Stromliniendarstellung ist zudem zu entnehmen, dass im Bereich der Injektordüse durch die hohe Strömungsgeschwindigkeit des Brenngases ein Teil der Luft angesogen wird und am Austritt des Mischrohrs durch den hohen Impuls des Brennstoff-/Luftgemisches ein weiterer Anteil der Luft in den Brennschlitz gelangt.
Der Brennraum wurde geometrisch an ein Segment zwischen zwei Ziegelstapeln angelehnt, in welches der Brenner von der Decke herab feuert und durch eine seitlich aufgeprägte Luft-Abgasströmung oxidiert wird, vgl. »5.
Das Brenngas wird druckkontrolliert und mit Umgebungstemperatur in den Brennraum gedüst. Als Eingangsdruck werden die Druckniveaus 0,9 bar (industrieller Standard) und 1,4 bar (Leitungsdruck am Ziegelwerk Bellenberg) vorgesehen. Als Brenngas wird Erdgas H genutzt.
Als Oxidator wird ein Abgas-Luftgemisch (Gaszusammensetzung in der Brennzone) genutzt, wie es typischerweise in der Ofenatmosphäre im Zuge einer Messkampagne im Werk gemessen wurde, vgl. Tabelle 1. Dieses wird mit einer Temperatur von 850 °C sowie einer Geschwindigkeit von 5 m/s in den Brennraum geströmt. Die Oxidatortemperatur wird ebenfalls an die Messwerte angelehnt. Die Oxidatoreintrittsgeschwindigkeit stellt einen Erfahrungswert der Forschungspartner dar.
2.1 Simulationsergebnisse für einen Druck von 1,4 bar
Um den Einbaufall im Ziegelwerk Bellenberg widerzugeben, wurden Simulationen des Brenners mit einem Gaseingangsdruck von 1,4 bar durchgeführt. Durch die druckgesteuerte Eindüsung des Brennstoffes wird eine stationäre Brennerleistung von 112 kW bei 3 mm Düsendurchmesser sowie 261 kW bei 4,5 mm Düsendurchmesser erreicht. Diese Brennerleistung entspräche einer stetigen Eindüsung von Brennstoff. Im realen Einbaufall wird der Brenner jedoch taktend mit einer Taktzeit von bis zu 1 s betrieben. Darauf folgt ein Pausentakt von mehreren Sekunden, wodurch die durchschnittliche Brennerleistung deutlich sinkt.
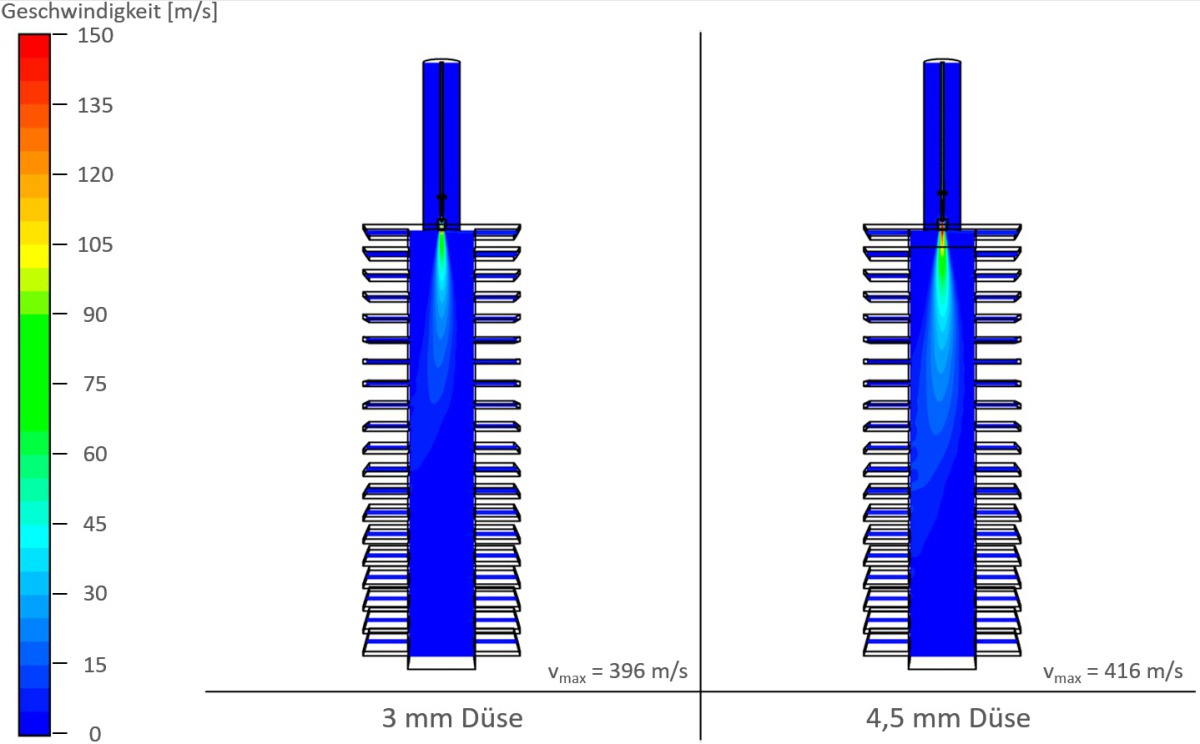
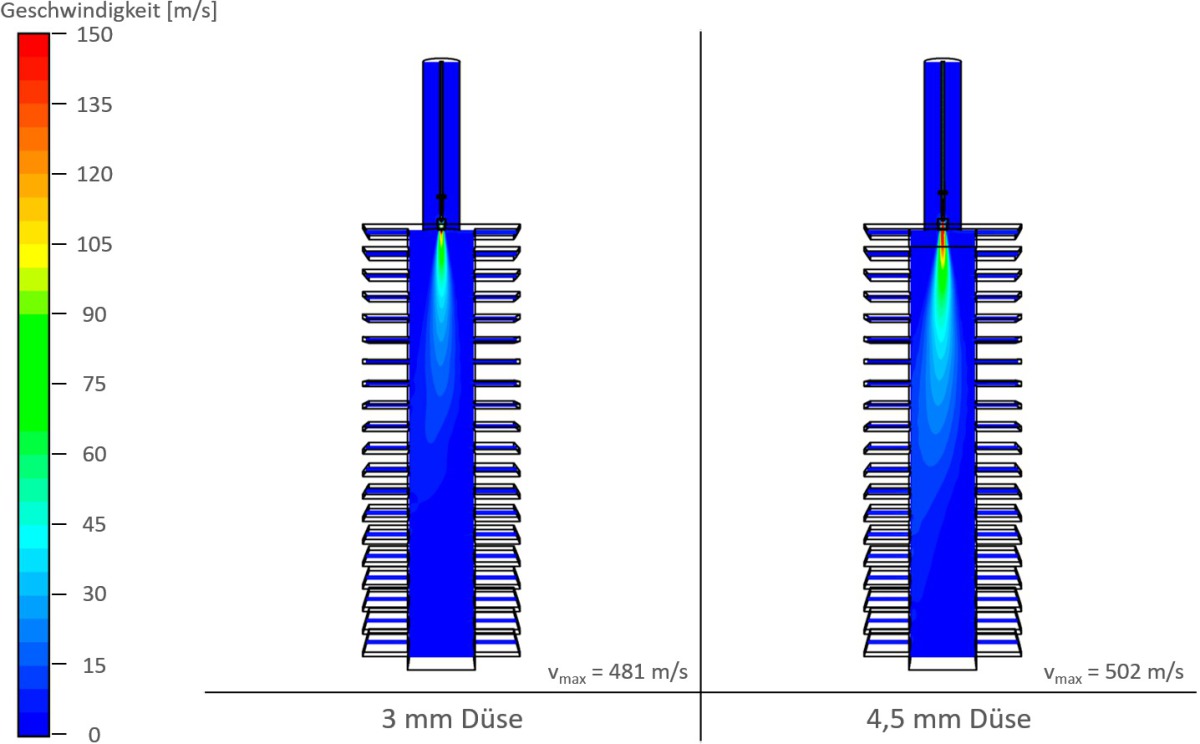
Durch die schmalen Düsenquerschnitte und den hohen Eingangsdruck entstehen kurz nach dem Düsenaustritt hohe maximale Geschwindigkeiten von ca. 500 m/s, vgl. »6. Die Abbildung zeigt die Kontur der Geschwindigkeitsverteilung von 0 – 150 m/s in einer vertikalen Ebene entlang der Strömungsrichtung. Es ist zu erkennen, dass die vom Brenner ausgehende Strömung ihren Impuls über einen großen Teil der Brennraumhöhe behält und wenig vom seitlich anströmenden Oxidator beeinflusst wird. Das Ziel der möglichst hohen Durchdringung des Brennraumes und der möglichst hohen Strömungsumwälzung wird dadurch begünstigt.
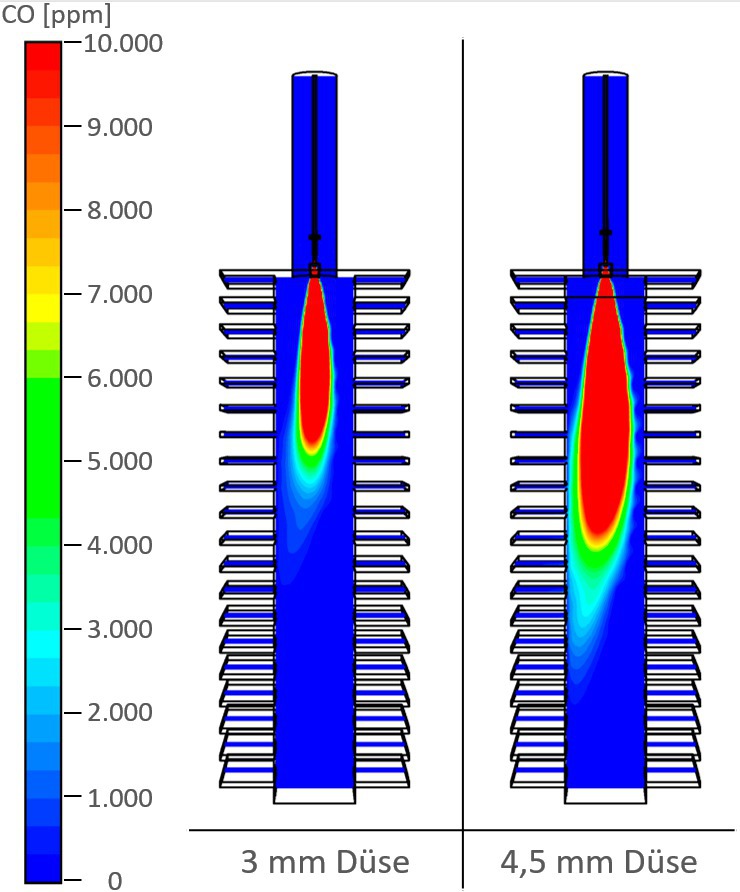
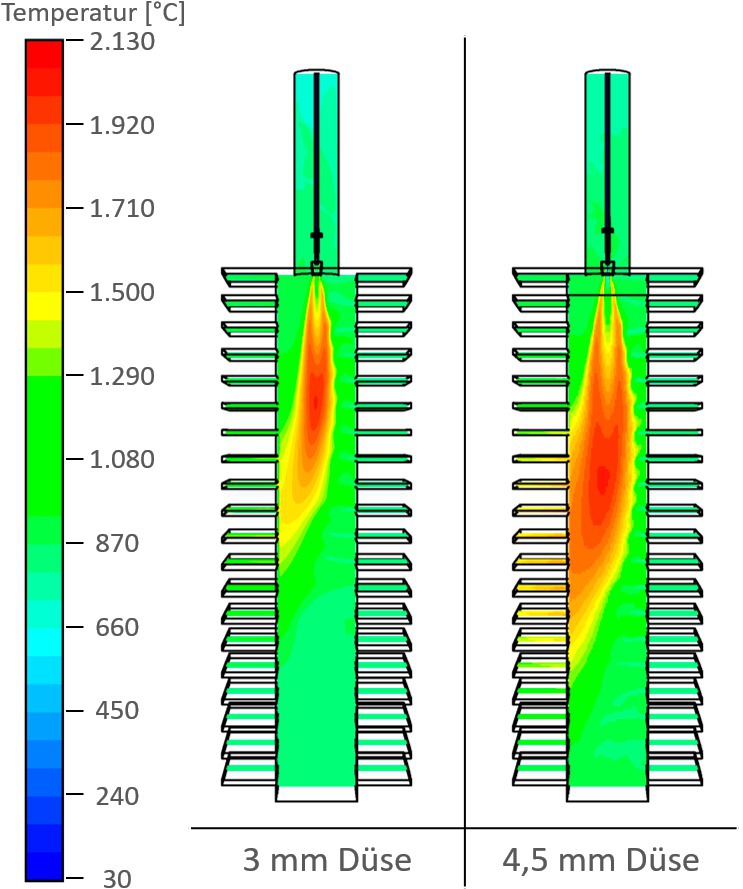
Der hohe Impuls der Gaslanze spiegelt sich auch in der Flammenkontur sowie der Temperaturverteilung im oben genannten Querschnitt wider, vgl. »7. Die Abbildung zeigt die abgeschätzte Flammenkontur anhand der Kohlenmonoxid-Verteilung in einem Intervall von 0 – 10.000 ppm (trocken) sowie die Temperaturverteilung in einem Intervall von 30 – 2.130 oC.
In den Darstellungen ist anhand der CO-Kontur ersichtlich, dass die Flamme – speziell mit dem Düsenquerschnitt von 4,5 mm – weit in den Brennraum reicht. Die Temperaturverteilung zeigt zudem, dass ein großer Teil der linken Austrittsfläche mit heißem Abgas durchströmt wird. Für den Betrieb im Ziegelofen bedeutet dies, dass Ziegel fast auf der ganzen Höhe von ca. 2 m durch die neuartigen Brenner beheizt werden können.
2.2 Simulationsergebnisse für einen Druck von 0,9 bar
Analog zu den Simulationen mit einem Gasdruck von 1,4 bar wurden numerische Berechnungen mit einem Gasdruck von 0,9 bar durchgeführt. Da nicht bei allen industriellen Abnehmern ein Gasdruck von 1,4 bar verfügbar ist, wird die Funktionalität des Prinzips bei einem verringerten Gasdruck überprüft. Der Gasdruck von 0,9 bar stellt dabei nach Erfahrung der Forschungspartner einen industriellen Standard dar.
Durch den verringerten Gasdruck sinkt die stationäre Brennerleistung. Für die Düsendurchmesser von 3 mm bzw. 4,5 mm wird eine Leistung von 87 kW bzw. 206 kW erreicht. Dies entspricht einer um etwa 21 % verringerten stationären Brennerleistung gegenüber dem Gasdruck von 1,4 bar. Analog zu den sinkenden Leistungswerten, fallen auch die maximalen Strömungsgeschwindigkeiten ab, vgl. »8. Für beide Düsenquerschnitte sinken die Maximalgeschwindigkeiten auf ein Niveau von etwa 400 m/s. Dies entspricht einer verringerten Geschwindigkeit von etwa 18 % gegenüber den Werten bei höherem Gasdruck. Zudem ist am Geschwindigkeitsverlauf ersichtlich, dass die Strömungsgeschwindigkeiten im Brennraum schneller zurückgehen.
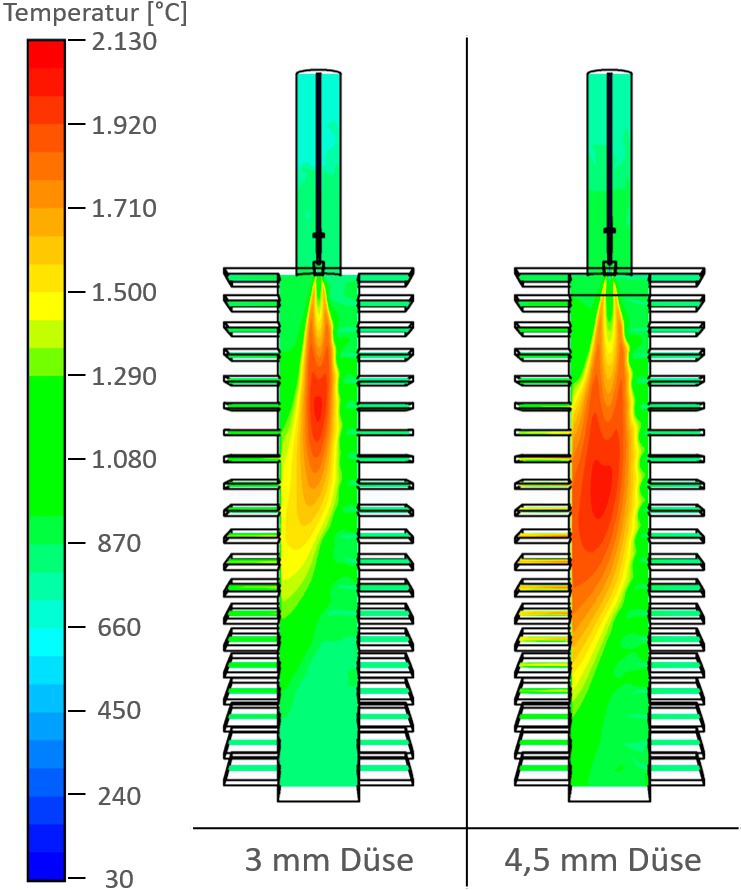
In »9 wiederum werden die Flammenkonturen und Temperaturverteilung anhand des trockenen CO-Volumenanteils auf einer Skala von 0 – 10.000 ppm sowie die Temperaturverteilung auf einer Skala von 30 – 2.130 oC dargestellt. Den Abbildungen ist zu entnehmen, dass analog zum Gasdruck bei 1,4 bar, eine hohe Durchdringung des Brennraumes durch die Flamme erreicht wird, speziell bei der 4,5 mm Düse. Ziegel können dadurch über fast die komplette Stapelhöhe beheizt werden. Das neue Brennerkonzept zeigt sich daher wenig anfällig für einen verringerten Gasdruck.
Aus den CFD-Simulationen kann daher entnommen werden, dass das Injektionsprinzip grundsätzlich für verschiedene Druckniveaus und Düsenquerschnitte funktioniert. Es kann sowohl eine Teiloxidation im Mischrohr sowie eine vollständige Brennstoffoxidation im Brennraum erreicht werden. Speziell für den Düsenquerschnitt von 4,5 mm wird aus Sicht der numerischen Simulationen eine hohe Eindringtiefe der Flamme und des heißen Abgases in den Brennraum sowohl bei einem Gasdruck von 0,9 bar sowie 1,4 bar erreicht.
Auf Basis der ersten Auslegungen und der Simulationen verschiedenster Geometrien wurde ein Testbrenner für die Versuche beim GWI und IZF entwickelt.
Als Grundlage für die Entwicklung eines Testbrenners wird der Lingl-Reingasbrenner herangezogen. Für die Fertigung der Testbrenner wird zunächst auf die SiC-Düse verzichtet. Als Ersatz wird hitzebeständiger Stahl herangezogen. Die Konstruktion des Brenners bestand hauptsächlich aus einer Treibdüse mit zwei verschiedenen Durchmessern und jeweils einer Brennerhaube mit einem auf den Düsenquerschnitt abgestimmten Durchmesser zur Erzeugung eines zweistufigen Injektionseffektes. Die Grundlage zur Dimensionierung der verschiedenen Parameter sind dabei maßgeblich die in der numerischen Simulation gewonnenen Ergebnisse. Als maßgebliche Größen für die Funktionsweise wurden die Parameter Durchmesser Treibdüse, Durchmesser Mischrohr/Injektorhaube und Abstand der Treibdüse zum Mischrohr identifiziert. Damit der jeweilige Einfluss auf die Funktionsweise ermittelt werden kann, sind diese bei dem Testbrenner einstellbar bzw. können entsprechende Bauteile durch wenige Handgriffe gewechselt werden. Somit wurde eine einfache Einstellung der verschiedenen Kombinationen im Testbetrieb gewährleistet. Besonderheit auch bei diesem Brenner ist, dass der Brenner mit einem externen Spülluftanschluss ausgestattet ist. Die Spülluft soll ein Verkoken des geringen Durchmessers an der Brennerrohrmündung verhindern. Eine Zuführung der Spülluft erfolgt nur während der Pausenzeit. Um eine einwandfreie Zündung sicherzustellen, sind Reingasbrenner nur in einem Temperaturbereich > 750 °C einzusetzen, da sie keine Zündüberwachung besitzen.
3 Vermessung der Tunnelofenanlage
Um die Effizienz der neu entwickelten Brenner im realen Betrieb der Tunnelofenanlage beurteilen zu können, wird die Anlage zunächst in ihrem Ursprungszustand vermessen. Durch die Wiederholung einer solchen Betriebsmessung nach dem Umbau mit den neu entwickelten Brennern ist mittels der gewonnenen Messdaten ein Vorher-Nachher-Vergleich möglich, der Aufschluss über die Einflüsse der geänderten Brennertechnik auf den Ofenbetrieb gibt.
3.1 Messungen an der Ofenanlage im Ursprungszustand
Zur Aufnahme des Ursprungszustands wurde eine Messung für die Schadstoffe CO, CO2, NOx und O2 sowie für die Temperaturen im Brennraum durchgeführt. Es wurden dazu Messungen an insgesamt 11 Brennerreihen bei unterschiedlichem Ziegelbesatz durchgeführt.
Für die Messung der Abgasemissionen wurde ein wassergekühltes Absaugpyrometer verwendet. Die Probennahme erfolgte in den Öffnungen der installierten Gasbrenner, wobei die einzelnen Brenner für die Messungen demontiert und ein vertikales Raster des Ofenraums vermessen wurde.
Zeitgleich wurden Brennkurven gemessen und Energiebilanzen erstellt, um auch hier die Einflüsse der neuen Brenner zu erkennen.
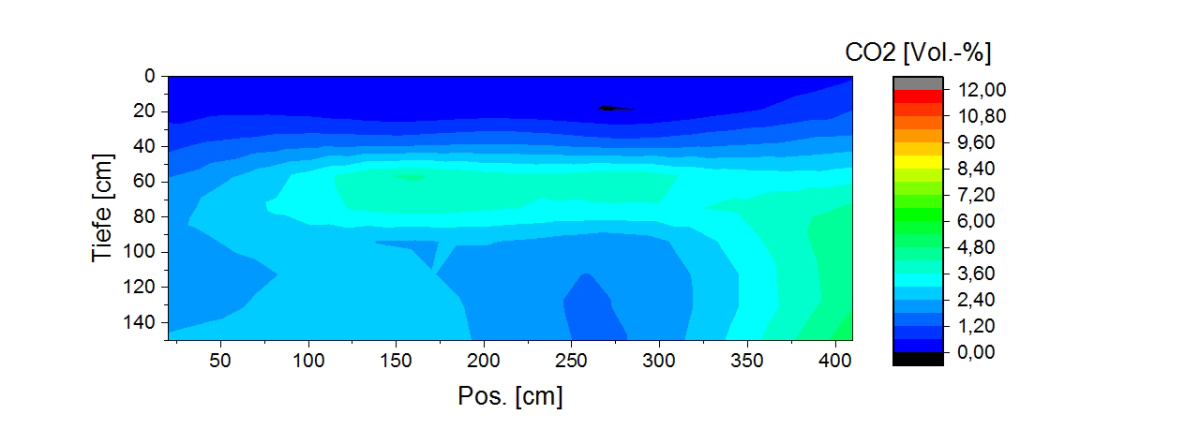
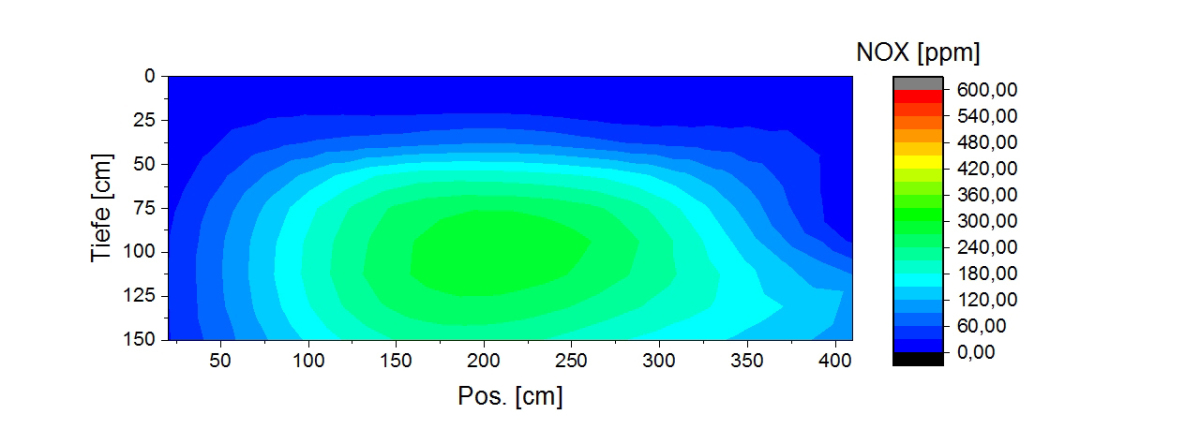
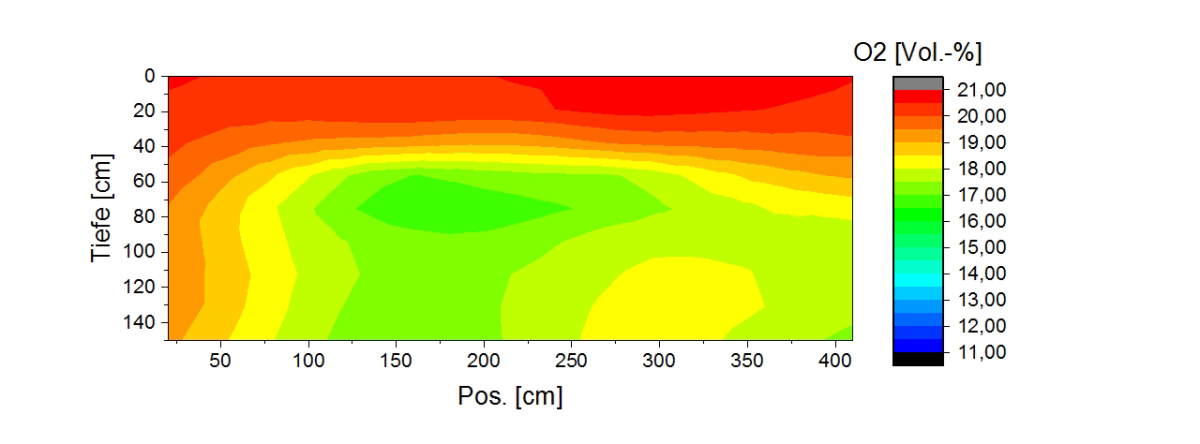
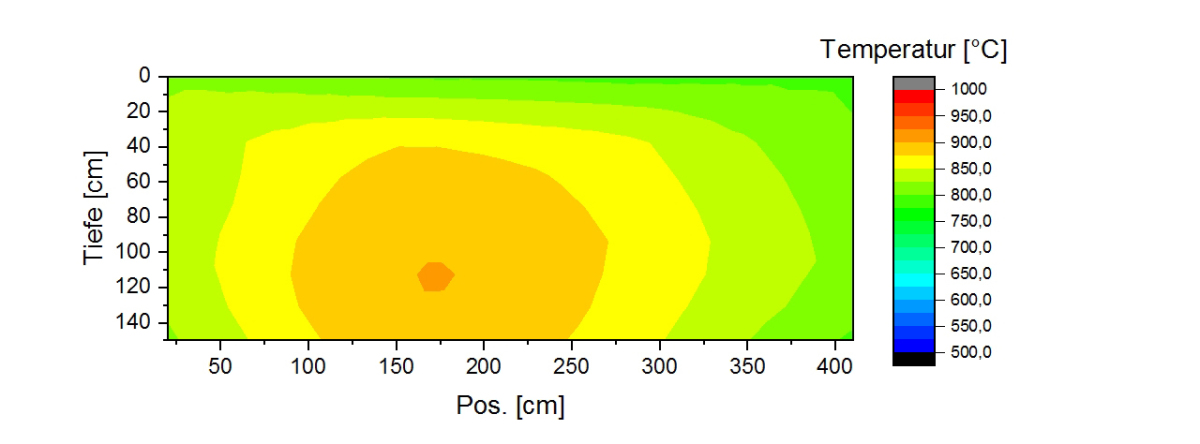
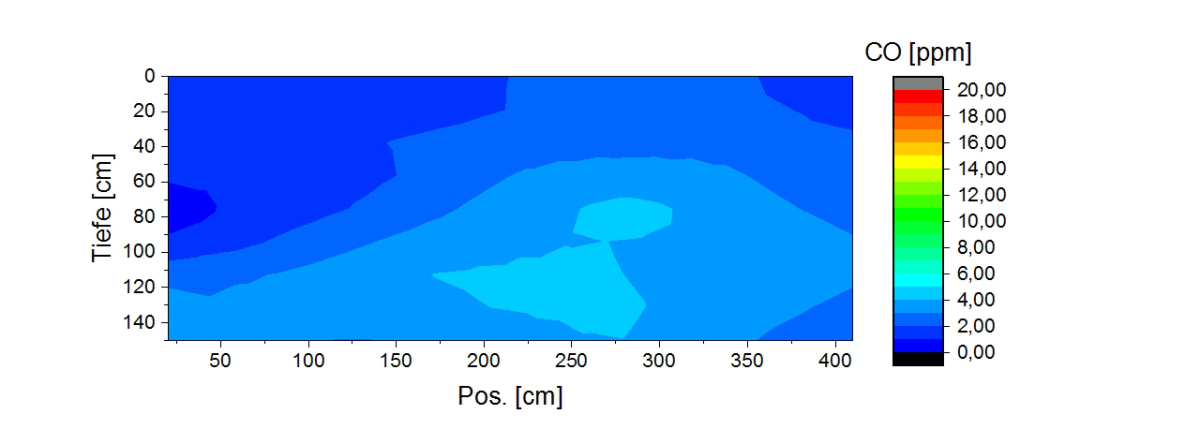
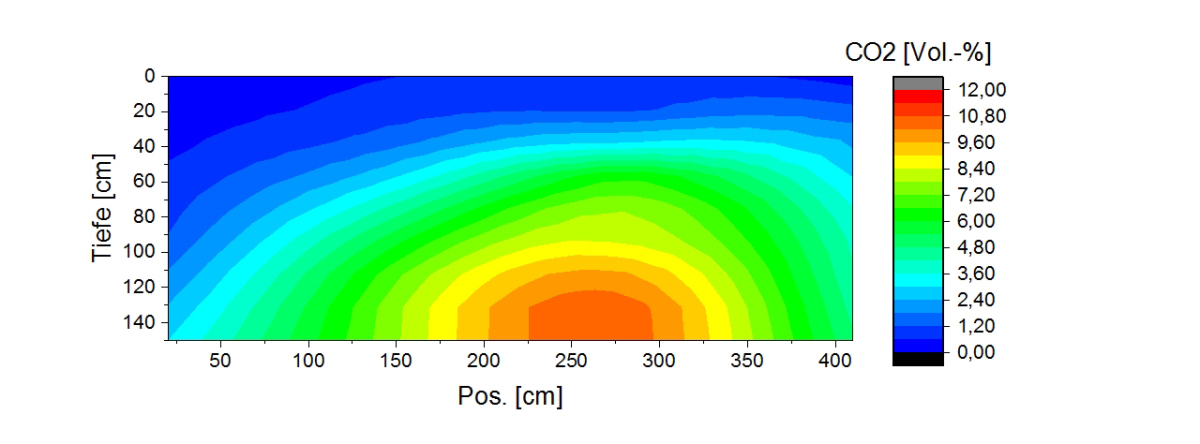
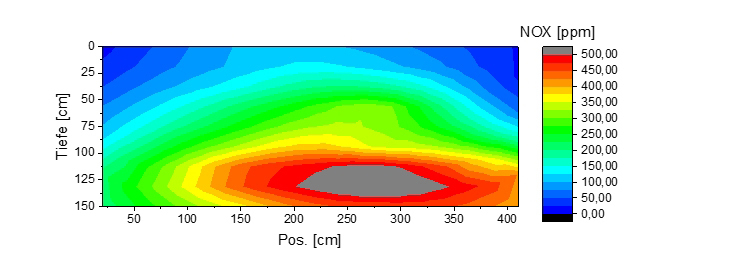
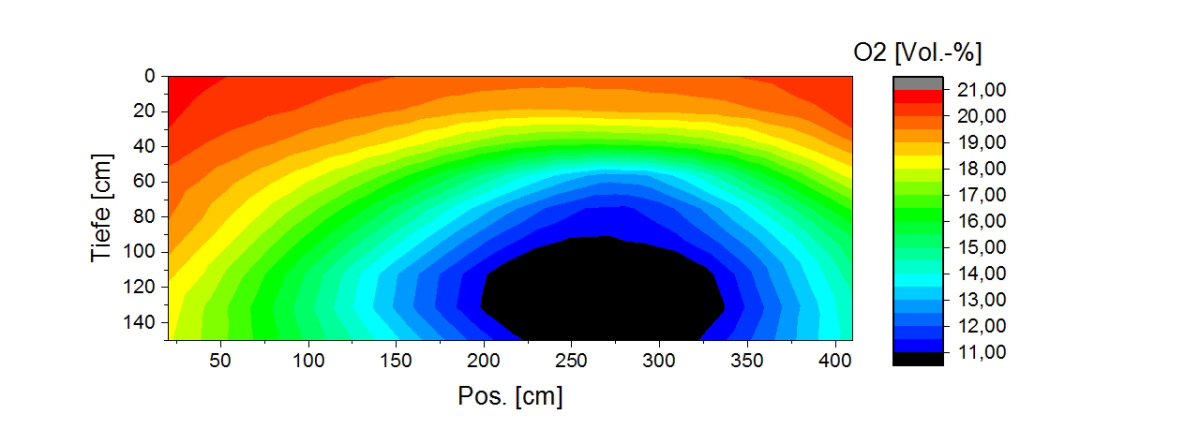
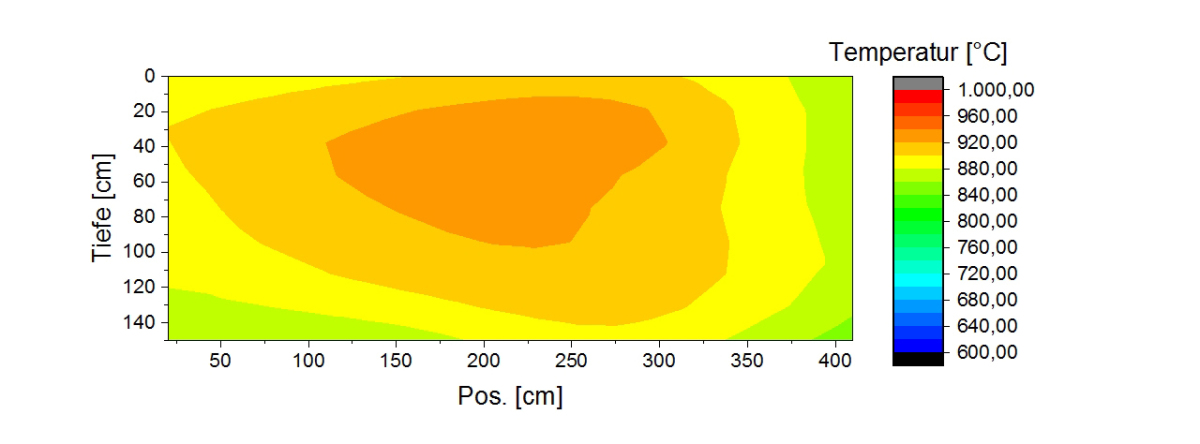
Durch die Schadstoff- und Temperaturmessungen kann auf die Verteilung der erfassten Größen innerhalb einer Brennerebene geschlossen werden. Die »10 bis »14 zeigen exemplarisch die aufgenommenen Werte für die Brennerreihe 13 sowie die Temperaturverteilung entlang der Brennzone. Es ist die Messtiefe im Brennraum auf der y-Achse dargestellt, auf der x-Achse ist die Breite des Brennraumes aufgetragen.
Anhand der »14 wird deutlich, dass sich die Temperaturen über ein Intervall von 750 °C bis ca. 950 °C erstrecken. Im Zentrum des Ofenquerschnitts herrschen höhere Temperaturen als in den Randbereichen. Dies geht einher mit höheren NOx-Konzentrationen und einem geringeren Sauerstoffgehalt in der Mittelzone, vgl. »12 und »13. Hinsichtlich der Konzentrationen von CO2, NOx, und O2 kann außerdem eine seitliche Asymmetrie festgestellt werden, wobei am rechten Rand höhere Werte feststellbar sind. Außerdem zeigt sich ein Gebiet mit geringer Temperatur und insgesamt niedrigen Emissionen nahe der Ofendecke. Dies ist vordergründig auf abweichenden Strömungsbedingungen zwischen den Ziegelstapeln und der Ofendecke oder den Randspalten zurückzuführen.
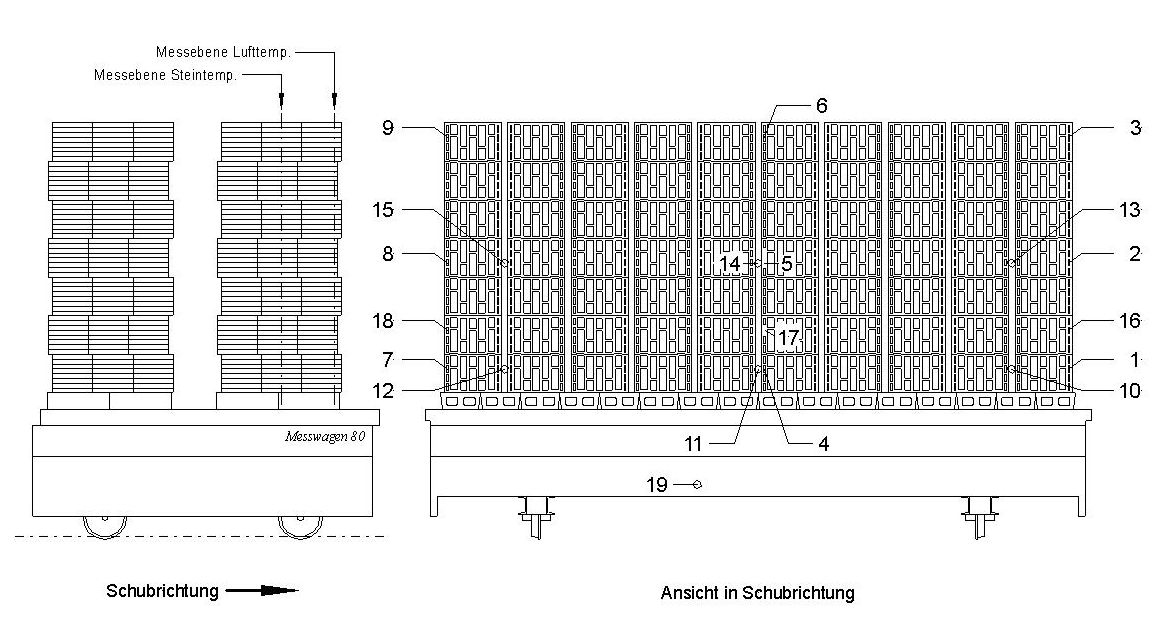
Für die Messung der Brennkurven wurde der Besatz auf einem Tunnelofenwagen mit Thermoelementen bestückt, um so orts- und zeitabhängig die während der Ofenreise auftretenden Besatz- und Luft-/Gastemperaturen zu erfassen. Die Anordnung der Thermoelemente auf dem Ofenwagen zeigt beispielhaft »15.
Zeitgleich mit den Messungen der Brennkurven wurden sämtliche für die Beurteilung des Prozesses und der Energetik notwendigen Luft- und Gasmengen erfasst.
4 Messtechnische Untersuchungen am GWI
Zur Beurteilung des Flammenbilds und des Emissionsverhaltens der neu entwickelten Brenner wurde, zeitgleich mit den Messungen am originären Tunnelofen, ein aus Stahl gefertigter Einzelbrenner an einer Versuchsofenanlage des GWI messtechnisch untersucht. An der für die Durchführung der experimentellen Untersuchungen am GWI verwendete Versuchsofenanlage sind insgesamt sieben verschließbare Öffnungen in der Mittelebene des Ofens vorhanden, die einen direkten Zugang zur Brennkammer während des Betriebes ermöglichen. Außerdem kann ein größeres Sichtfenster im vorderen Ofenabschnitt geöffnet werden, welches die Anwendung optischer Verfahren zur Sichtbarmachung und Vermessung von Brennerflammen erlaubt.
Für die Untersuchungen wurde der Testbrenner stirnseitig an den Versuchsofen montiert, wobei aufgrund des vergleichsweise geringen Außendurchmessers des Brenners der verbleibende Raum der Anschlussöffnung des Ofens mit Fasermaterial ausgekleidet wurde. Im fertig montierten Zustand ragt die Mündung des Testbrenners etwa 20 cm tief in das Innere des Ofens. »17 zeigt eine Ansicht des montierten Brenners als Blick durch das seitliche Sichtfenster.
Im unteren Leistungsbereich des Brenners war die Beheizung der Brennkammer mittels gasbetriebenen Strahlheizrohre erforderlich, da die freigesetzte Wärmeenergie des einzelnen Brenners nicht ausreichend ist, um den Ofenraum auf den Zieltemperaturbereich von 750 bis 850 °C aufzuheizen. Eine Temperatur ³ 750 °C ist aufgrund des Brennerdesigns ohne Zündeinrichtung und Pilotflamme notwendig, um eine Selbstzündung des Gemischs gewährleisten zu können. Das in die Brennkammer eingebrachte Verbrennungsluftvolumenstrom betrug bei allen Betriebspunkten etwa 325 mn³/h.
Bei der Messung der Ofenatmosphäre ohne Brennerbetrieb im Versuch Nr. 1 zeigt sich lediglich eine geringe Kontamination mit CO2 und CO aufgrund der Verwendung der gasgefeuerten Strahlheizrohre. Im unteren Lastbereich des Brenners lassen sich nennenswerte CO-Konzentrationen feststellen, die jedoch ab einer Leistung von etwa 50 kW stark zurückgehen. Stickoxide treten hingegen im gesamten untersuchten Lastbereich praktisch nicht auf. Der zugeführte Luftvolumenstrom von etwa 325 mn³/h führt zu einer stark überstöchiometrischen Verbrennung in allen Lastpunkten.
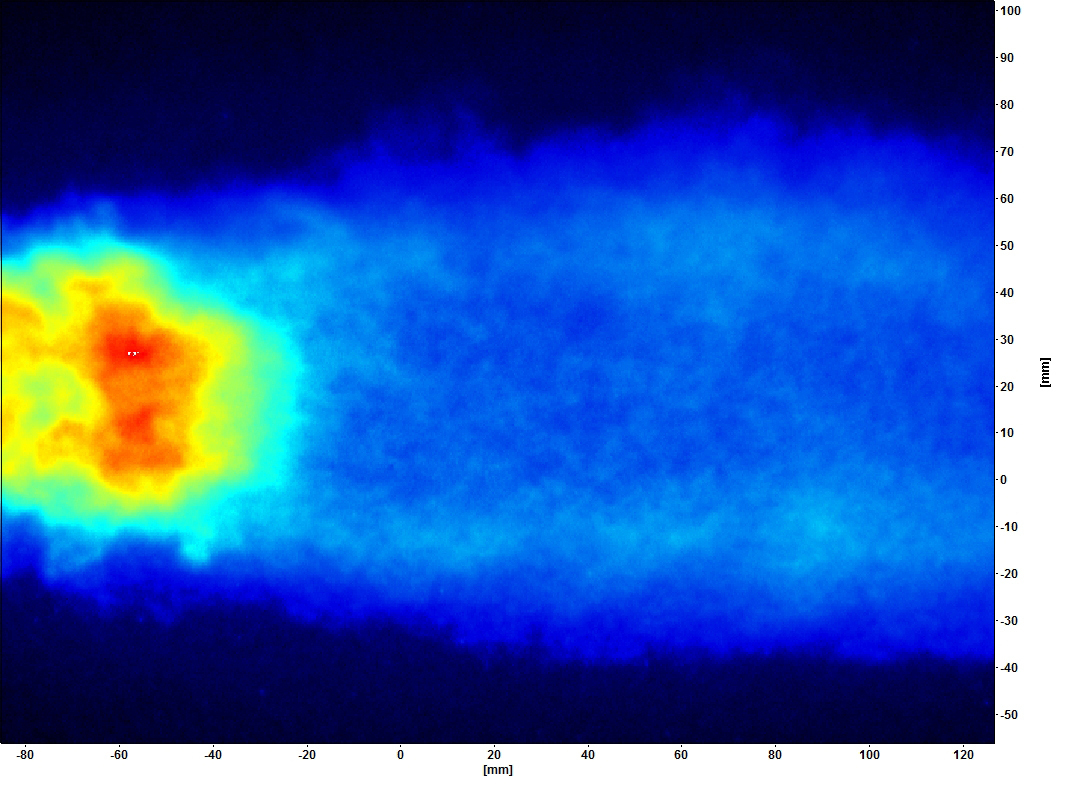
Die geringen NOx-Emissionen des Testbrenners beruhen auf einer flammenlosen Verbrennung. Bei fast allen Betriebspunkten bildete sich keine sichtbare Flamme aus, der hohe Brenngasimpuls führte zu einer starken Durchmischung und Verdünnung der Reaktionszone. Im Zusammenhang mit der Ofenraumtemperatur von ³ 750 °C konnte sich keine stabile, sichtbare Flamme ausbilden und die Oxidation des Brenngases erfolgte flammenlos. Lediglich im Leistungsbereich von 40 bis 50 kW und 80 kW bildete sich in einigem Abstand zur Mündung des Brenners eine instabile Flamme aus, die ihre Position häufig und sprunghaft entlang der Brennerachse veränderte. Die »18 und »19 veranschaulichen die Flamme bei einer Leistung von 45 kW als Digitalfoto und OH-Aufnahme.
Es ist eine kompakte, wolkenförmige Flamme erkennbar, die eine klar umgrenzbare Hauptreaktionszone und eine stromab verlaufende Reaktionszone schwacher Intensität aufweist. Die Temperatur in der Flamme ist im Vergleich zu der flammenlosen Verbrennung deutlich größer, weshalb sich hier vermehrt thermische Stickoxide bilden. Dies erklärt die gemessene Spitzenkonzentration von 137 mg/mn³ppm des Versuchs Nr. 5.
Das breite Leistungsspektrum von 20 bis 100 kW ist ein großer Vorteil für den Einsatz in einem Tunnelofen. Die überwiegend flammlose Verbrennung und das geringe Emissionsverhalten in Bezug auf NOx sind ebenfalls sehr positiv. Weitere Versuche zeigten, dass die Verbrennung gegenüber äußeren Einflüssen (schwankender O2-Gehalt) sehr stabil zu sein scheint.
5 Integration einer Brennergruppe mit dem neuen Brenner in den bestehenden Tunnelofen
In Anlehnung an die Konstruktion der Testbrenner wurde für die gewählte Anlage in Bellenberg zunächst eine gesamte Brennergruppe mit Brennerlanzen aus hochwarmfestem Stahl gefertigt. Diese Gruppe umfasst 13 Brenner mit einer theoretischen Leistung von je 100 kW bei dem vorgegebenen Gasdruck von 1,4 bar.
Die Gruppe besteht, aus den besagten 13 Brennern, einer Gruppengasleitung und einer Spülluftleitung. Die Gruppengasleitung wird über die zentrale Gasleitung versorgt. Ein bereits vorhandenes Gasmagnetventil in der zentralen Gasleitung ermöglicht bzw. verschließt die Gaszufuhr zu der gesamten Gruppe. Jedem Brenner ist gasseitig ein Kugelhahn, Dosierventil, Gasmagnetventil und ein Rückschlagventil zugeordnet. Die Luftversorgung dient nur als Spülung der Injektorlanze und ist für eine Verbrennung unerheblich. Die Versorgung mit Spülluft erfolgt von einer benachbarten HG-Brennergruppe. Der Luftverbrauch ist nur marginal. Die Spülluft eines jeden Brenners ist über einen Kugelhahn absperrbar.
Bezüglich der MSR-Technik mussten keine Anpassungen durchgeführt werden. Die Taktung erfolgt nach Sequenz ähnlich der alten Brennergruppe und stellt damit keine wesentliche Änderung gegenüber dem vorherigen Konzept dar.
6 Untersuchung der Tunnelofenanlage nach Umbau auf den Injektorbrenner
Um mögliche Unterschiede aufgrund der geänderten Brennerinstallation aufzuzeigen, erfolgt eine erneute messtechnische Untersuchung des Tunnelofens nach Abschluss der Umbauten gemäß dem Vorgehen der bisherigen Messkampagnen. Eine Übersicht gemessenen Daten bieten die »21 bis »25.
Der Sauerstoffgehalt in dem vermessenen Abschnitt ist vor allem im Zentrum stark gesunken, hohe O2-Konzentrationen treten nur in den oberen Randbereichen auf. Einhergehend mit dem Temperaturanstieg und der geringeren Verdünnung des Abgases mit Luft, kommt es vor allem in der Mitte des vermessenen Gebiets zu einem Anstieg der Stickoxidkonzentrationen. die relevante NOx-Konzentration der Gesamtanlage liegt dabei jedoch weiterhin unterhalb des zulässigen Grenzwerts.
Der gemessene Anteil des CO2 ist aufgrund der geringeren Verdünnung der Verbrennungsgase insgesamt gestiegen. Kohlenmonoxid tritt als Folge des guten Ausbrands nur in Konzentrationen im einstelligen Vol.-%-Bereich auf.
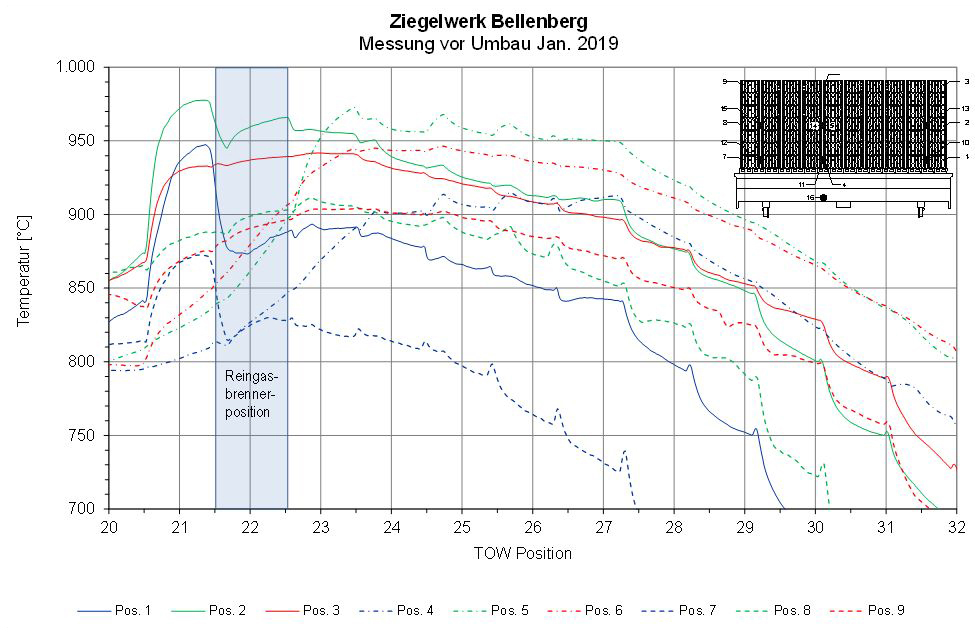
Zeitgleich mit der Messung der Ofenatmosphäre durch das GWI wurden durch das IZF die Brennkurven an gleichem Format wie vor dem Umbau gemessen. In »26 ist zu erkennen, dass selbst diese eine Brennergruppe für eine Vergleichmäßigung der Temperaturen sorgen kann. Die drei unteren Temperaturkurven (dunkelblau, blau, gelb) zeigen Besatzpositionen, die zu dem Zeitpunkt von den Brennern nicht ausreichend erreicht wurden. Hier ist durch Einstellarbeiten, z. B. über den Gasdruck, Abhilfe zu schaffen.
Mehrere Messungen wurden durchgeführt, um die Ergebnisse zu verifizieren und in diesem Zeitraum wurden die zunächst aus hochwarmfestem Stahl gefertigten Brenner durch entsprechende Brenner aus SiC ersetzt, da dieses Material bei den Einsatztemperaturen im Tunnelofen deutliche Vorteile gegenüber der Ausfertigung aus Stahl bietet. Durch die verschiedenen Versuche der Firma Lingl wurde die optimale Düsenkonstruktion gefunden, wie sie in »27 gezeigt wird.
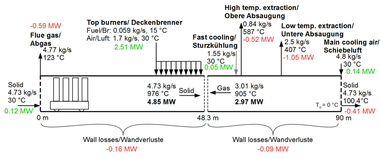
Zeitgleich mit den Messungen der Brennkurven wurden sämtliche für die Beurteilung des Prozesses und der Energetik notwendigen Luft- und Gasmengen an den Aggregaten erfasst. Aus den Ergebnissen konnte dann jeweils eine Energiebilanz erstellt werden.
Als Auszug der kompletten Bilanzen ist in folgender Tabelle 3 der Energieverbrauch durch den Einsatz von Erdgas aufgelistet. Im Werk wird Erdgas H mit einem durchschnittlichen Heizwert von 36,6 MJ/mN³ eingesetzt.
Beurteilt man den Energieverbrauch vor und nach dem Umbau, so ist rechnerisch eine Verringerung des spezifischen Energieverbrauchs von 15 % zu verzeichnen. Hier ist jedoch anzumerken, dass während des Einbaus der neuen Brenner weitere Optimierungen am Ofen durchgeführt wurden, so dass die Summe der Maßnahmen zu dieser Energieeinsparung führte. Die Größenordnung der Einsparung deckt sich jedoch mit den zuvor durchgeführten Simulationen des Brennprozesses.
Im Ziegelwerk Bellenberg werden durch die Ofensteuerung und die angeschlossene Mess- und Regelungstechnik verschiedene Betriebsdaten aufgezeichnet. Hier ist insbesondere der monatlich gemittelte spezifische Gas-Energieverbrauch zu nennen. In der »28 sind die Aufzeichnungen aus 2017, 2018 und 2019 zu erkennen.
Es ist auch in diesen Langzeitaufzeichnungen zu erkennen, in welcher Weise der Einbau einer Brennergruppe mit den neuen Reingas-Injektorbrennern zu einer Verminderung des spezifischen Energieverbrauchs (blaue Kurve) geführt hat. Die Messwerte liegen deutlich unter denen aus den Jahren 2017 (rote Kurve) und 2018 (grüne Kurve).
Da die Reingas-Injektorbrenner die im Ofen vorhandene Heißluft als vorgewärmte Verbrennungsluft nutzen, konnte die in den Ofen eingebrachte Verbrennungsluftmenge korrigiert werden. Während im Januar 2019 vor dem Umbau noch 6.240 mN³/h für die Verbrennung bereitgestellt wurden, waren es im Januar 2020 nur noch 4.190 mN³/h, ohne dass es zu Reduktionerscheinungen oder unterstöchiometrischer Verbrennung kam.
Neben den durch die Institute gemessenen Werte und Untersuchungen, ist die durch das Ziegelwerk im Rahmen der werkseigenen Produktionskontrolle festgestellten Qualitätsbesserung der Produkte zu nennen. Durch die bessere Vergleichmäßigung der Ofenatmosphäre und Temperaturen konnte die Bruchquote, insbesondere der unteren Besatzpartien, deutlich gesenkt werden.
7 Handlungsempfehlung bei Neuauslegung einschließlich Auslegungs- und Betriebskriterien
Der im Forschungsvorhaben entwickelte Lingl Reingas Injektor Brenner (LRGIB) ist, aufgrund der Zündtemperatur von Erdgas und der nicht vorhandenen Zündüberwachung an den Brennern, ein Deckenbrenner für keramische Öfen und ist für den Einsatz bei Ofenraumtemperaturen oberhalb von 750 °C vorgesehen. Die innige Mischung von Gas und Luft erfolgt unmittelbar nach dem Austritt der Flamme aus dem Brenner. Durch die spezielle geometrische Form der Austrittsdüse wird heiße Ofenraumatmosphäre aus dem Deckenspalt als Verbrennungsluft angesaugt, im Mischkorb mit dem Brennstoff vermischt und anschließend im Ofenraum gezündet und verbrannt. Der LRGIB arbeitet dabei energieeffizienter als normale Vergaserbrenner, da keine kalte Verbrennungsluft dem Brenner zugeführt werden muss. Durch die hohen Austrittsgeschwindigkeiten an der Mündung der Brennstoffdüse wird eine zusätzliche Umwälzung der Ofenraumatmosphäre generiert und damit eine gleichmäßige Temperaturverteilung erreicht.
Bei Neuanlagen kann die Brennerleistung dem Energiebedarf angepasst werden. Die Anzahl der Brenner in einer Schürlochreihe richtet sich nach der Besatzhöhe, der Art des Besatzes, dem Besatzaufbau und dem gewünschten Umwälzeffekt.
Die Gasversorgung der Brennergruppe erfolgt über die zentrale Gasleitung. Mit dem Gruppen-Gasmagnetventil wird die Gasversorgung geregelt. Jedem Brenner werden ein Kugelhahn, Dosierventil und ein separates Gasmagnetventil zur Einzelbrennersteuerung zugeordnet. Eine minimale Luftversorgung dient als Spülung der Injektorlanze und ist für die Verbrennung unerheblich. Die Installation der Brenner auf der Ofendecke erfolgt analog der Installation der Vergaserbrenner.
Der große Vorteil dieser Brenner ist, dass vorhandenen Öfen ohne große Umbauten umgerüstet werden können indem vorhandene Brenner ersetzt werden.