Energy efficiency – the order of the day (part 3 of 3)
 Keller
Keller
 Eisenmann
Eisenmann
![»Fig. 24: Double-track kiln for roofing tiles with SiC cross-beams [76] (Study CERIC)](https://www.zi-online.info/imgs/2/1/9/9/1/2/7/Bild_25-6d68f1b95ae51841.jpeg) Ceric
Ceric
![»Fig. 25: In the flow channel – flow velocities measured outside and inside on a lattice model after HOYER [95]](https://www.zi-online.info/imgs/2/1/9/9/1/2/7/Bild_26-e8437ca95ebfae10.jpeg) Hoyer
Hoyer
 Stefan Vogt
Stefan Vogt
 Stefan Vogt
Stefan Vogt
 Stefan Vogt
Stefan Vogt
 Rotho
Rotho
 Schunk
Schunk
 Saint Gobain
Saint Gobain
 Lingl und Schunk
Lingl und Schunk
 Stefan Vogt
Stefan Vogt
 Stefan Vogt
Stefan Vogt
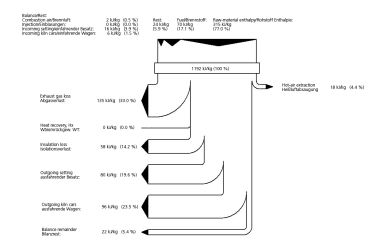
![»Fig. 35: SANKEY diagram of the average values of the energy balances of 44 tested tunnel kilns for the production of clay blocks [86]Translation:Other: Burner air, Injections, Setting entering kiln, Cars entering kilnOther: Fuel, Raw material enthalpyExhaust gas loss, Blow-offs, Insulation loss, Setting exiting kiln, Cars exiting kiln, Residual balanceHot air extraction](https://www.zi-online.info/imgs/2/1/9/9/1/2/7/Bild_36-50ee49d2549f685a.jpeg) Sankey
Sankey
 Sankey
Sankey



Reducing energy consumption is a key problem for the brick and tile industry in Europe and, in the long term, worldwide. The significant rise in energy prices over the past few years directly suggests a more economical utilisation. In the future, rising CO2 prices will increase energy prices. In his new book “Optimum drying and firing of bricks”, Dr Stefan Vogt discusses in detail the ways in which energy can currently be saved. This article, which is published in three parts, presents an extract from this.
Designing high-efficiency kilns
The term fast firing has been used since 1868 with the introduction of the exhaust gas fan [85]. The shortest firing time is only achieved for individual bricks. And that only if, during preheating and cooling, the outer material and heat transfer processes are controlled based on the kiln furniture and brick arrangement as well as the temperature, flow and atmosphere control systems in the kiln such that the maximum permissible stresses caused by temperature differences and diffusion processes up to crack formation in the brick are only narrowly undershot in all zones of the kiln. Similar to the drying time for drying, for firing, the firing time reached is a direct measure of the efficiency of the kiln. That means the faster a brick product is fired with acceptable quality in a kiln, the lower the specific thermal energy consumption of the kiln will generally be.
Fast-firing kilns were built and tested several times in the 1990s, encouraged by the good economic situation in the clay brick and tile industry following reunification in Germany [73 – 81]. On account of the leakage and large flow spaces outside the bricks, the roller kiln could not become established, at least for the firing of clay blocks [83]. Only with the use of circulation systems for the flow-through of the vertically arranged block perforations could the firing process be controlled for clay block bodies with high content of poreformers [81]. Ultimately, the tests conducted primarily in roller kilns have shown how fast individual bricks can be fired (»Table 7). Despite good fired quality of the products, for alternatively built single-tier tunnel kilns for firing roofing tiles and clay blocks, like for the roller kilns, a much increased thermal energy consumption was recorded compared to conventional kilns (»Fig. 23) [54]. From single-tier firing, initially low temperature differences can be expected. However, there are large flow spaces around the bricks in these kilns, which are usually side-fired via a hollow platform, and these, for example, prevent an intensive flow of air through the clay blocks. To mitigate this problem, flow chicanes were retrofitted in the hollow platform. In addition, in single-tier kilns, the weight ratio of brick load to car is unfavourable. As a result, the kiln losses were usually much higher rather than lower than in the conventional tunnel kilns.
Perhaps on account of these initially sobering findings, for a long time there were hardly any new developments in fast-firing kilns. This has fundamentally changed with the increasingly intense discussion of CO2 emissions caused by burning fossil fuels and their share in global warming as well as the higher energy prices. On closer analysis of the loss flows of conventional tunnel kilns, a realistic saving of firing energy up to 70 % is apparent with the further development of fast-firing kilns: around 40 % savings will be generated with the elimination of heavy kiln cars, around 20 % with improved gas tightness and 10 % thanks to fast firing itself on account of lower insulation losses. Fast firing and fast drying in combination with the use of heat pumps are therefore processes with the biggest energy saving potential in brick plants.
Besides the brick size and perforations as well as the composition of the brick used, the setting pattern has a key influence on the achievable firing times:
Building on generalized models for calculating flow distribution and forced convection for brick settings and the SimSet software developed from this, optimization calculations were performed for various brick settings [83, 86, 90 – 92]. The largest heat transfer coefficients and accordingly the shortest firing times in all temperature zones of the kiln are encountered always for individual bricks where the air can flow all around and, where possible, through the bricks. The necessity of singling bricks to accelerate firing has already been reported by other authors [69, 72, 74, 82].
Bricks should not be too widely spaced, but, to maximize effective heat transfer, they should be arranged much more closely than commonly found today. For perforated bricks, the equivalent diameter of the channels outside the bricks should ideally correspond to the average equivalent diameters of the perforations within the brick. For all other brick settings, the equivalent diameters of the edge gap must be the same as those of the selected diameters between the individual bricks. Otherwise this results in the known effect of the largest part of the gases in the firing channel flowing through the edge gap and no longer through the bricks or the setting itself.
In all simulations of the firing of bricks in tunnel kilns, forced convection associated with the kiln flow was established as the most important external heat transfer mechanism. In all kiln zones, forced convection enables the direct control of the preheating and cooling processes based on variation of the gas mass flows and temperatures.
In contrast to stacked bricks, with the singled bricks the inner heat conduction proved so high that the optimum external thermal transfer coefficient could only be reached with forced convection with unrealistically high pressure losses in the kiln flow. The use of air as heat transfer medium and the air leakage from conventional kilns limit the increase of convective heat transfer to achieve the maximum possible effective heat transfer coefficients.
With improved kiln sealing, the firing times of roofing tiles, clinker bricks and clay blocks can be shortened by 60 to 90 % compared to the times reached today with regard to the heat-related aspects (»Table 7). For the realization of these radically shortened firing times based on singling of the bricks, the use of novel SiC-based kiln furniture is necessary which permits much more filigree and therefore lighter-weight structures than the kiln furniture made of chamotte or cordierite commonly used today (»Figs. 28 to 32).
Other key experience and general conditions for the further development of fast-firing kilns can be derived from the operation of conventional tunnel kilns and related deficiencies. Future kilns must have lightweight transport mechanisms for the product setting and be largely gas-tight. The settings should consist of several tiers and enable singling of the bricks with spacers or lightweight firing setters and an approximately square-shaped firing channel cross-section with minimalized necessary edge gaps.
The elimination of kiln cars offers great potential for energy saving in tunnel kilns. A replacement are developments that use two supports moved on wheels with a cross beam or frame construction made of SiC (»Fig. 24) [73, 76] for forward-transport of the setting instead of tunnel kiln cars. So-called double-track kilns have so far only been realized at one location for the production of vitrified clay pipes [93]. However, here at high pressures in the kiln, virulent flows are possible within the transport mechanism. An exciting development to avoid these problems are ceramic heat repositories housed direct in the kiln chamber [87, 88].
It is generally known that the ingress of leakage air adversely affects kiln operation in many respects. For an effective realization of fast-firing of bricks, on account of the comparatively high prevailing pressures or negative pressures in the kiln, a gas-tight kiln is a basic precondition. Tunnel kilns have become much air-tighter in recent decades thanks to sealing of the kiln walls and ceiling with foil or plates and the elimination of the inspection channel underneath the kiln. However, there are still weak points in the kiln sealing on account of the transition between kiln cars (carriage bumping) and the sand channel and the large free cross-sections in the undercar area. Here, the transport mechanism of the double-track kiln or the use of ceramic hot repositories fundamentally improves the situation.
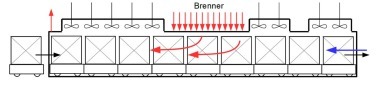
The general trend in the design of firing chamber geometry of modern tunnel kilns is towards low and wide kilns. This trend primarily considers the height of the kiln as the main factor influencing temperature balancing. Endpoint of the development is the use of single-tier kilns. In practice, on comparatively wide kilns with a width/height ratio larger than two, especially in the corners, temperature deficits are established, which must often be offset with special burners. Even in a rectangular firing channel, on account of the formation of the flow profiles, the air flow is still mainly circular in structure. Similar as in pipe flow in the middle of the pipe, in a firing channel that is filled completely with set bricks or tiles, the highest flow velocity is generated in the middle of the setting [83, 94, 95]. At the sides and especially in the corners of the setting, lower flow velocities are measured (»Fig. 25). The broader the firing channel is, the more the flow weakens towards the sides. For an as uniform as possible flow distribution, the optimum is a square-shaped firing channel cross-section. Every deviation from the square-shaped cross-section requires additional expense for dosing of the local heat input of the burners.
The demand for a firing channel with an as far as possible square-shaped cross-section with regard to flow-related aspects is inevitably associated with the necessity of a setting pattern with more than one layer of bricks in the kiln. With the use of kiln furniture for singling bricks in the kiln, limitations for the setting heights on account of the load of brick layers on top of each other is no longer a factor (»Figs. 29 to 32). Multi-tier kilns with their square-shaped firing channel cross-section have other advantages. Every additional layer of bricks reduces the necessary installation footprint required for the kiln and therefore also the investment costs. For five tiers of bricks, compared to a single-tier kiln, the costs for the extremely expensive kiln cars and roof structures only around a fifth. Wall structures are significantly cheaper to produce. Moreover, with every setting layer, the proportionate external surface area of the kiln insulation reaches a minimum with a quadratic kiln cross-section. Tunnel kilns from the early 1960s have almost square-shaped firing channel cross-sections (»Fig. 27). Interestingly, these kilns achieve in certain cases disproportionately high kiln outputs and boast especially low energy consumptions.
For fast firing, singling of the bricks is of fundamental importance. Air must flow around all sides of the brick – and if possible through the bricks. The bricks must, however, be arranged relatively close to each other to achieve high convective heat transfer. The necessary distances between the bricks range between 6 and 8 mm depending on the necessary heat transfer for clay blocks and facing bricks with perforations in the direction of air flow, and between 9 and 12 mm for upright roofing tiles (»Table 8). For the firing of clay blocks, for singling, where possible, the tongue and groove system of the bricks should be utilized (»Fig. 27). For separation of the different layers of clay blocks, simple spacers made of SiC or the same material (»Fig. 28) are suitable. Extra spacer tongues can be extruded with the brick and simply ground off later.
Roofing tiles have been individually placed in H-setters for decades. However, the H-setters made of cordierite used to this day are heavier than the roofing tile they are used to support. Much more filigree structures can be realized with kiln furniture made of high-strength and dense-sintered silicon carbide (SiC) (»Fig. 29). Especially efficient are large setter solutions onto which one row of tiles can be set at the same time (»Fig. 30). However, upright firing in setters (»Fig. 31) is feasible for tiles with limited softening.
Particularly efficient are large setters, each requiring only two supports for stacking. With their support points for transporting tile, these large setters fit exactly on a two-track kiln with its two pushing elements. An example of a large setter for facing bricks/clinkers is shown in »Fig. 32. Feasible are also frame constructions made of SiC that enable different spaces between the tiers for changing product heights. The ratio of the setters to setting weight is between 0.15 and 0.25 : 1.
In the annular kiln, the entire firing channel was set full of ware so it was air-tight on the outside and packed on the inside, without any edge gaps (»Fig. 26). With the introduction of the tunnel kiln, because of the movement of the setting through the firing channel, a gap had to be left at the edge. As a result, for the usual edge gaps of 10 cm and more, often over 90% of the gases flow through the tunnel kiln without experiencing any intensive contact with the setting [83, 96]. In the attempt to fire clay blocks in a roller hearth kiln or a single-tier fast-firing kilns, the wall effect of the kiln flow increases again drastically. Through the perforation of the bricks, in roller hearth and single-tier kilns, without special measures like additional circulation systems [81], only around 1 to 2 % of the total gas flow in the firing channel flows through the brick perforations. To maintain a small gap to the ceiling, with stackable kiln furniture, the setting heights for product changes can be varied with spacers between the setters (»Fig. 31) or flow chicanes can be used.
For firings predominantly in roller hearth kilns, a series of firing times achieved for singled brick products is already available (»Table 7) [66 – 79]. According to this, different sizes of roofing tiles and clay blocks as well as facing bricks/clinkers can be fired continuously in 2.5 to 8.0 h. However, some brick sizes and bodies were specially adapted to the fast-firing conditions. On account of the multitude of possible raw material compositions, for the following thermal calculations, the following possible firing times are assumed:
Roofing tiles 4 h
Clay blocks 4 h
Clinker bricks 8 h
Building on these insights and the assumed product-dependent firing times, in the following the general conditions for the dimensioning of highly efficient fast firing kilns are explained. It is shown that, based on plant output levels common today, fast-firing kilns even with small firing channel widths measuring around 2.5 m and firing channel heights between 0.9 and 1.8 m only have a length of around 40 m. Typical production output levels of new production lines put into operation in Europe are for:
Clay blocks 500 t/d (110 mill. standard-size units /a)
Facing bricks/clinker bricks 270 t/d (30 mill. stand-size units/a)
Roofing tiles 300 t/d (30 mill. units/a)
One of the first tasks in the dimensioning of kilns is the determination of the firing channel cross-section as a function of the product dimensions and kiln furniture. For the respective guide dimension, the designer looks for a multiple of the respective brick lengths that results in similar total lengths for all sizes. With variation of the number of tiers and number of bricks per tier, almost all brick sizes common in Europe and the USA can be fired in firing channels with similar dimensions. This is important especially for future fast-firing kilns as in these, despite the necessary small distances between the bricks, a very varied selection of products must be produced. The firing channel cross-sections for the various product types listed below are used in the following, initially without consideration of the space required for the kiln furniture:
Clay blocks h x w 1.73 x 2.62 m
Facing bricks/clinker bricks h x w 1.58 x 2.48 m
Roofing tiles h x w 0.90 x 2.52 m
With these capacity data, the defined firing times and the assumed firing channel cross-sections, the firing channel lengths for the product and setting selection shown in »Table 8 range between 39 and 41 m. In comparison with the kiln dimensions common today, fast firing of bricks enables extremely compact kiln designs (»Fig. 33). By way of example, in »Table 8 for the three different heavy clay products, the other basic data for the kiln dimensioning and setting patterns are compiled. Taken into consideration were firing slots with an unusually large size of 60 cm. This was chosen because, on account of the higher flow velocities in the firing channel of fast-firing kilns, the burner flames are more deflected, even with the use of high-velocity burners (»Fig. 34). For the electric heating of the high-efficiency kilns, larger firing slots are also needed for heat input via heating bars or surface heating elements [97].
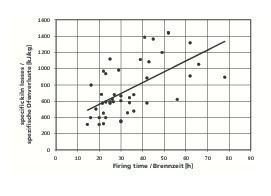
A key argument for the use of fast-firing and the associated modification of the kiln design is its higher cost efficiency compared to conventional firing processes. In the following, by way of example, the energy consumptions of a clay block kiln of conventional design are compared with a high-efficiency kiln. In [86], based on the price level from 2017, calculations are presented for comparison of investment and operating costs of a conventional and high-efficiency kiln for firing clay blocks. Thanks to the gas tightness of the kilns, the absence of kiln cars and the smaller size of the kiln shell, reductions in the thermal energy consumption can be expected based on the reduction of exhaust gas losses and blow-offs, the necessary extraction of cooling heat, the losses caused by the cars and the insulation losses. In »Fig. 35 for documentation of the current technical level, a SANKEY diagram is shown with the average energy balance values for 44 conventional clay block kilns. With this, assessment of the potential improvement with fast firing is placed on a broad data base. The detailed energy balances were compiled according to the method described in [98] for a series of kilns from European countries. The kilns’ years of construction stretch from 1957 to 2001. The tested kilns [86] have a capacity spectrum of 56.5 to 763.0 t/d (averaging 181.0 t/d) with firing times from 14.5 to 78.0 h (averaging 34.1 h). The specific fuel consumptions range between 802 and 2 625 kJ/kg fired ware (averaging 1 424 kJ/kg) and the specific cooling heat emissions between 79 and 1 549 kJ/kg fired ware (averaging 741 kJ/kg). The raw material enthalpies range from the region of heat-consuming reactions to the region of heat-releasing reactions (-405 to 930 kJ/kg, averaging 112 kJ/kg).
For an average kiln capacity of 181 t/d, conventional kilns require an installation footprint of 432.2 m2 (l x w 84.25 x 5.13 m). This corresponds to a relative installation footprint of 2.39 m2 per tonne daily output. For the fast-firing kiln, the relative installation footprint for the assumed kiln capacity of 500 t/d is just 0.36 m2 per tonne of daily output. The relative installation footprint is therefore 85 % smaller than the average installation footprint of the conventional kilns if this is extrapolated to a daily output of 500 t (»Fig. 33). With the comparatively lower cooling heat emission of 433 kJ/kg fired ware and the other savings of the high-efficiency kiln, the energy consumption decreases overall to 715 kJ/kg fired ware. The fast-firing kiln then consumes 57 % less energy than the conventional kilns. The ultimately crucial kiln losses have even decreased from an average of 922 kJ/kg fired ware to 282 kJ/kg and therefore by 69 %. »Fig. 36 shows the SANKEY diagram of the energy balance for the high-efficiency kiln in this case. »Fig. 36 is of special importance because it shows the energy balance for the near-energy-optimum industrial process of brick production with a rapid dryer with heat pumps, which, besides the heat pumps, is only supplied with the cooling heat from the kiln, and a high-efficiency kiln. It shows, however, the great potential for energy saving in brick plants.
Because of the great volatility of the prices for the energy supply of the brick plants, a precise analysis of the positive effects with the use of high-efficiency kilns is hardly possible. In addition, a turning away from fossil fuels to more expensive renewable energies (electricity, biogas, hydrogen) is taking place. It is still unclear whether there will be a wide scattering in the application of renewable fuels or electricity from renewable sources will replace the dominance of natural gas. Kilns operated with electricity are much more expensive especially with regard to their acquisition costs than conventional tunnel kilns with gas firing. On the other hand, electricity is much cheaper than hydrogen. In [86], based on the price level from 2017, a comparison was compiled of the investment and operating costs of one conventional kiln operated with natural gas and one high-efficiency kiln for the firing of clay blocks. Basis for this was a clay block kiln with a daily capacity of 500 tonnes and a gas price of 3.0 cent/kWh and an electricity price of 10 cent/kWh. The following generally accepted conclusions were made:
The more compact design of the high-efficiency kiln leads to an around 40-% lower investment compared to a conventional kiln. Moreover, the kiln can be built from prefabricated modules with a steel casing. In comparison with tunnel kilns that are traditionally brick-built over several months, this means a considerable time saving for installation in a plant. The building time for fast-firing kilns only takes a few weeks. Moreover, no special foundation, like that need for a conventional tunnel kiln, is required.
The fuel costs account for the largest share in the running costs of a kiln. The average service lifetime of a tunnel kiln is around 30 years. On account of losses during its operating lifetime, a conventional kiln incurs energy costs around 15 times higher than the costs for the investment in the kiln. From this analysis alone, it can be derived that, seen holistically, reduction of the operating costs is a priority over the investment costs.
The ratio of the fuel costs to the costs for the electrical energy of the fans installed at the kiln is around 10:1. This ratio makes it clear that in thermal processes it is often expedient to use relatively high electric power levels for improving the heat transfer in order to reduce the use of thermal energy.
Summary
In the introduction, based on the energy consumption situation in Germany, it is shown what impact the measures planned by the German government for the energy transition will have on future energy prices. Presumably, energy will never be as cheap as it was four years ago. This means that we need to make energy consumption of drying and firing processes more efficient. For the future application of renewable energies in brick plants, one question is which of the energies can replace the natural gas currently used. Here, the use of renewable electricity has the advantage that this is already available today and will also be cheaper in price than green hydrogen produced in Germany. But also the use of other sustainable fuels, like bio- and landfill gas, biomethane or wood gas can play a bigger part than they have done up to now.
For the further improvement in the efficiency of drying and firing processes, the experience so far gained with rapid dryers and fast-firing kilns is a key factor. In these processes, primarily the flow is optimized such that the maximum useful material and heat transfer is achieved with good product quality. The progress achieved so far for rapid drying and fast firing can, however, be advanced further. With systematic utilization of rules of flow and the use of heat pumps for dryers, energy consumption can be lowered by another 40 to 70 % compared that of conventional brick plants. Future kilns must have lighter transport mechanisms for the setting and be largely gas-tight. To maximize efficiency, the setting should consist of several layers and enable the singling of the bricks with spacers or lightweight firing setters. This new type of high-efficiency dryers and high-efficiency kilns leads to very small models, which enable more compact plant layouts. This advantage leads not only to significant savings in energy costs, but also to a reduction in investment costs and construction times.