Process optimization for heavy clay ceramic bodies using additives with reference to two case studies
 Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
 Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
![» Fig. 3: Deformation height according to Pfefferkorn (ordinate label: Deformation height [mm])(Nullprobe = Reference specimen)](https://www.zi-online.info/imgs/2/0/3/0/1/1/9/Abbildung_03-59da03092152ac52.jpeg) Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
![» Fig. 4: Dry bending strength(ordinate label: DBS [N/mm2])(Nullprobe = Reference specimen)](https://www.zi-online.info/imgs/2/0/3/0/1/1/9/Abbildung_04-6b5ab37290700041.jpeg) Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
![» Fig. 5: Results of the field test with different additive dosages(ordinate label: Machine data, Water addition [mass%], Pump setting for additive [speed], Pressure [bar], Temperature [°C], Extruder/power consumption [kWh], Penetrometer value for the column [kg/cm3])(abcissa label = Specimen A: Reference specimen, Specimen B: Addition of 0.25 % additive, Specimen C: Addition of 0.5 % additive)](https://www.zi-online.info/imgs/2/0/3/0/1/1/9/Abbildung_05-85e315af0b6698a4.jpeg) Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
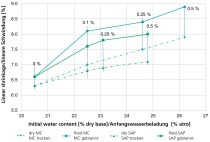
![» Fig. 6: Pfefferkorn straight lines for the use of CLAYFORM P 193 and CLAYFORM B 15 (ordinate label: Deformation height [mm]) (abcissa label = Mixing water [%]) (Body with bentonite, Body without bentonite, 0.3 mass% CLAYFORM P 193, 0.3 mass% CLAYFORM B 15)](https://www.zi-online.info/imgs/2/0/3/0/1/1/9/Abbildung_06-648d21c494e9f313.jpeg) Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
![» Fig. 7: Three-point dry bending strength(ordinate label: DBS [MPa])(Body with bentonite, Body without bentonite, 0.3 mass% CLAYFORM B 15, 0.3 mass% CLAYFORM P 193, 0.3 mass% CLAYFORM P 193 + 0.5 mass% OPTAPIX AC 112)](https://www.zi-online.info/imgs/2/0/3/0/1/1/9/Abbildung_07-cb5169e5a5c15f34.jpeg) Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
Zschimmer & Schwarz GmbH & Co KG Chemische Fabriken
Many production processes today would be unthinkable without the use of process additives. These are added both to improve quality and lower energy costs – this opens up interesting potential applications for heavy clay ceramics, too.
1 Use of additives in heavy clay ceramics
The heavy clay ceramics branch is currently facing a wide range of challenges. The limited availability of natural raw material components is causing price increases, which, in the worst case, may threaten the continuation of production. Moreover, the variations in the composition of the raw materials can lead to production problems as well as poorer product quality. Irrespective of this, the generally high consumption of water and energy represents a significant cost factor. Rising energy costs are therefore endangering production profitability and driving up the prices of finished products.
Process additives offer a solution for the challenges outlined above. With their use, it is possible to substitute certain natural raw material components so as to reduce costs and ensure consistently high product quality. In addition, they can help save water and consequently energy, making production more cost efficient.
In the following, with reference to two case studies, we show how additives can be used in the production process to save water and energy and at the same time to enhance quality as well as to substitute natural raw material components. An example calculation on the basis of specific figures also makes clear what energy and CO2 savings are possible as a result of the reduction of water consumption.
Preparatory work at Zschimmer & Schwarz
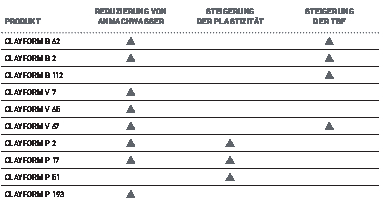
The chemicals company Zschimmer & Schwarz has been a partner for the ceramics industry for over 50 years, producing, amongst other things, additives for the optimization of various production processes. With its CLAYFORM product range, the family-run company offers the manufacturers of heavy clay ceramics additives to meet a wide range of requirements. » Fig. 1 shows an overview of the additives available for heavy clay ceramic bodies and their respective mode of action.
The recommendation of an additive is always given with reference to the specific ceramic body and the production process. In this connection, Zschimmer & Schwarz provides support to its customers by conducting preliminary tests in its own laboratory in a first step and by assisting them to implement the additives into their operations afterwards. Initially, in consultation with the customers, requirements are discussed to define the general conditions of a project. The ceramic body to be used, the production process, the potential selection of additives to be used, and the objective of the project are defined.
Besides the ceramic body for the laboratory tests, a reference body is needed, on the basis of which the Pfefferkorn value, moisture content, extrusion properties and, depending on the application, other parameters, such as shrinkage or dry bending strength, can be determined. The procedure described in the following is a standard process which is always adapted to meet individual customer requirements.
2 Application in practice
To demonstrate the possibilities of using additives not only on laboratory scale but also more practically in production, two case studies are presented in the following.
The first case study deals with process optimization with the goal of energy saving and product optimization at ABC-Klinkergruppe. The brickmaking group was confronted with the challenge of cracks forming in a white-firing body on account of increased drying sensitivity. The group required a reduction of the cracks and at the same time wanted to check for potential energy savings in the production process.
The company Tonality, on the other hand, tested whether it is possible to substitute bentonite, a natural raw material component, with a process additive.
In both cases, Zschimmer & Schwarz proceeded as follows:
The wet body was dried and comminuted in a jaw crusher and cross-beater mill
A plastic body was prepared in a duplex kneader with the addition of an additive: kneading time and temperature were adapted to the body and application objective
Shaping in a piston extruder with recording of the extrusion pressure to characterize the additive’s degree of efficiency
Drying in a drying cabinet
Firing in an electric laboratory kiln
2.1 Field test at ABC-Klinkergruppe
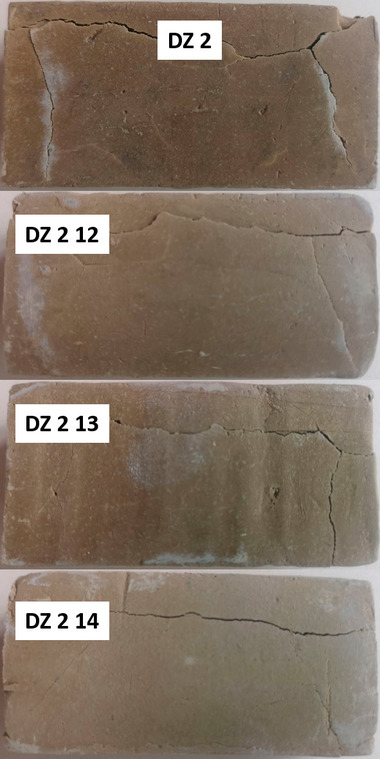
As an owner-managed family company in the brick and tile industry, ABC-Klinkergruppe produces facing bricks, clay pavers, roofing tiles, ceramic façade tiles and brick slips at six production sites. The company’s product range is based on one of the oldest natural building materials: clay. For processing this natural resource, the addition of water is essential before the green product becomes ceramic by means of firing. The water acts as a lubricant that plasticizes the clay, making it possible to work the clay in the first place. The moisture content of the body to be processed is around 16 % after extrusion. Before the firing process, the shaped product is dried in a tunnel dryer. Shortly before entering the kiln, the green body has a residual moisture content of 0.5 to 1.0 %. Here lies the big danger of defects as drying has to be very even and slow as well as adjusted to the type of clay. If any irregularities occur, drying cracks can form that start from the edges and cover large areas of the brick – an undesirable and irreversible defect. In addition, the drying process is very energy-intensive.
The question of sustainability in ceramic production is rightly the subject of intense discussion at present. ABC-Klinkergruppe is therefore also aiming for a reduction of the energy consumption in the production of its products, careful and efficient resource utilization and minimized material consumption, without impairing the quality of its products. The specific objective of the tests for ABC-Klinkergruppe was to optimize the production of clinker bricks and facing bricks.
For the test, process auxiliaries on different chemical basis were tested first. Generally, the following active substances are tested to determine the best combination with the body being used: carboxylic acid, silicate/polycarbonate, silicate/phosphate, polysaccharide and huminate preparations. During this preselection, it is also determined whether the additive should later be used in the form of a powder or liquid product.
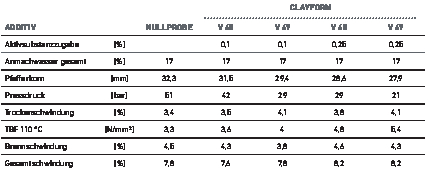
» Fig. 2 shows a part of the results of the test with the body to be optimized with the use of different additives. Shown are the values for CLAYFORM V 65 (silicate-phosphate preparation) and CLAYFORM V 67 (polycarboxylic acid, sodium salt), each in a concentration of 0.1 % and 0.25 % active substance. Both products were specially developed for plastic shaping. CLAYFORM V 65 is based on a silicate-phosphate preparation that enables a reduction in the mixing water while maintaining constant plasticity. This positive property is achieved as a result of cation exchange with the body and the associated influence of the electrical double layer. CLAYFORM V 67 is based on polycarboxylic acid in combination with sodium salts, which influences the charge potential of the clay particles and increases the repulsion tendency of the individual particles. This leads to an improvement in body plasticity. In addition, it effects a more even release of water.
» Fig. 2 shows the influences of the additives in two different concentrations. Overall, CLAYFORM V 67 exhibits a better performance. The addition of 0.25 % CLAYFORM V 67 effects a lower pressure with a simultaneous increase in dry bending strength (DBS). These are properties that promise the greatest success in achieving the objective of energy and cost savings, resource conservation and reduction of drying cracks.
In » Fig. 3, it can be seen that the deformation height of the reference specimen is still 32 mm, while with increasing dosage of the two additives – for the same content of mixing water – it decreases steadily. Here, too, it can be seen that CLAYFORM V 67 exhibits a better effect for both dosage levels.
» Fig. 4 shows a graph charting the DBS value: With increasing dosage of the tested additives, the loadability of the specimens increases. Here, too, it can be seen that CLAYFORM V 67 delivers better results in combination with the body used. With the addition of 0.25 % CLAYFORM V 67, the Pfefferkorn value and the pressure can be reduced while the dry bending strength (DBS) is increased. In the laboratory, however, it was not possible to reproduce the crack formation.
Based on the laboratory results outlined above, a field test was conducted at ABC-Klinkergruppe’s Hörstel plant to test the reduction of drying cracks and possible savings of water and energy resources under production conditions. As
CLAYFORM V 67 performed best in the laboratory tests, this additive was trialled with different dosages in the field tests. Three mixes were compared with each other:
Specimen A = reference specimen without any additive
Specimen B = addition of 0.25 % CLAYFORM V 67
Specimen C = addition of 0.5 % CLAYFORM V 67
The supplied prepared body was filled into a box feeder, which thoroughly homogenized the material again. In the downstream circular screen feeder, the additive was pumped into the body, which was mixed and shredded before it was filled into the vacuum extruder via the double-shaft mixer.
Per specimen, one to two tunnel kiln cars were produced. For this purpose, wet retention specimens were taken and shrinkage test specimens were produced that were each fired in an electric kiln in the laboratory in Velpe-Westerkappeln.
As » Fig. 5 shows, the best result was achieved with a dosage of 0.25 % additive. In comparison with the reference specimen, the addition of water could be reduced, as could power consumption and extruder pressure. The major success is that up to 99 % of the drying cracks can be avoided. The dry bending strength of the dried bricks has also increased, as a result of optimized compaction thanks to the improved plasticization – a positive side effect that leads to fewer rejects and better preconditions for downstream processing.
An improvement in the flow properties of the extruded column could be established based on the fact that fewer cutting harp wires were torn and production thus had to be interrupted less than usual. This saved material as well as time.
2.2 Field test at Tonality
At its site in the Westerwald region of Germany, Tonality GmbH produces high-quality ceramic façades for outdoor and indoor applications. These are made from locally extracted high-purity and premium-quality clays. In the production of ceramic bricks and tiles, bentonite is used as a natural raw material component. Bentonite is not only increasingly expensive to buy, its composition fluctuates widely on account of its natural origin. The objective of the test at Tonality was to substitute bentonite as a raw material component in production with chemical additives.
For the test, three bodies were compared with each other. First, Zschimmer & Schwarz tested the behaviour of the bodies with and without bentonite. In a second step, additives with different modes of action were tested, e.g. wetting behaviour or swelling or deflocculating properties. After this pre-selection of the additives, Philip Kaiser, a working student at Tonality, was tasked with further analysis.
The additives used were the wetting agent and plasticizer CLAYFORM 193 and the temporary binder CLAYFORM B 112. CLAYFORM P 193 was added to obtain plastic properties and to reduce the mixing water. The temporary binder CLAYFORM B 112 was used to improve dry bending strength. Another test series was conducted with the additive CLAYFORM B 15.
First, the plasticity was determined in a Pfefferkorn test. The bodies were mixed in an Eirich mixer according to operational specifications. After dry mixing of the raw materials, the additives were added along with the mixing water, and the body was wet-mixed. Test specimens from different dewatering stages were prepared and dried. In » Fig. 6, the results of the Pfefferkorn plasticity measurement are displayed.
These show that with the addition of CLAYFORM P 193, the amount of mixing water required to achieve the same plastic properties is reduced. For comparison, the same measurement was repeated with the additive CLAYFORM B 15. The results show that with the addition of CLAYFORM B 15, the amount of mixing water required to obtain the same plastic properties increases.
From the prepared bodies, cylindrical bending rods were then produced with the help of a vacuum extruder and dried in stages. These rods were tested in a three-point bending test to determine their dry bending strength. The results are shown in » Fig. 7.
Without bentonite, the dry bending strength is lower. With the addition of the temporary binders, it is increased again to the same strength levels as those of the batches without additives. Furthermore, the standard deviation is reduced considerably with the addition of additives.
In a field test under production conditions, the results already shown could be confirmed on pilot test scale. With defect-free production of the façade tiles, all quality requirements in respect of dimensional tolerances, strength and water absorption were met.
3 Example calculation for possible savings by reducing the water content
The following simplified calculation shows clearly by way of example how high the potential savings can be. Generally, it can be expected that the potential water saving is between 1 % and 3 %.
3.1 Energy saving
The following example was based on a saving of 1 %, which simplifies a possible extrapolation.
Typical calculation for electricity saving
The use of additives and consequently a 1 % lower water consumption also reduce the power consumption per machine unit by 10 kW, so that a total of 30 kW can be saved:
Circular screen feeder -10 kW
Double-shaft mixer -10 kW
Extruder -10 kW
Saving -30 kW
On the basis of an assumed working time of 9 hours per day and 22 working days per month, 5 940 kWh can be saved monthly, and 71 280 kWh energy is saved per year.
22 work days/month * 9 h/work day = 198 h/month
198 h/month * 30 kW = 5 940 kWh/month ≙ 71 280 kWh/year
Example calculation for saving drying energy
For a saving of 1 % water and an assumed tunnel kiln car load of 19 tonnes material, a saving of 190 kg water per kiln car results:
19 000 kg/kiln car * 1 % = 190 kg/kiln car
For a production output of 12 kiln cars per day, 2 280 kg water could therefore be saved daily:
12 kiln cars/day * 190 kg/kiln car = 2 280 kg/day
The specific evaporation enthalpy for 1 kg water is 2 257 kJ. For a daily saving of 2 280 kg water, a saving of 5 145 960 kJ per day would then be possible. Converted into kilowatt hours (1 kJ = 0.00027778 kWh)[1], this corresponds to a daily saving of 1 429.43 kWh:
2 280 kg/day * 2 257 kJ/kg = 5 145 960 kJ/day
= 1 429.43 kWh/day
For 30 kiln days in the month, a monthly saving of 42 882.9 kWh results, so annualized a total saving of 514 594.8 kWh is possible:
30 days/month * 1 429.43 kWh/day = 42 882.9 kWh/month
≙ 514 594.8 kWh/year
Total monthly energy saving
Based on the above-calculated values, the total monthly energy saving can be calculated as follows:
Savingelectricity+ Savingdrying energy = Savingtotal
5 940 kWh/month + 42 882.9 kWh/month
= 48 822.9 kWh/month ≙ 585 874.8 kWh/year
If 1 % water is saved by using additives, it is possible to save 48 822.9 kWh energy in one month and therefore to reduce the total annual consumption to 585 874.8 kWh.
3.2 CO2 equivalence calculation
In the following, the calculation of the carbon saving is shown by way of example.
Example for electricity consumption
The calculation of the CO2 saving is based on the carbon dioxide emission factor from the German electricity mix, which is 0.485 kg CO2/kWh.[2] If the above-calculated monthly electricity saving of 5 940 kWh is converted into CO2, a monthly saving of 2 880.9 kg CO2 and therefore a possible annual saving of 34 570.8 kg CO2 result:
5 940 kWh/month * 0.485 kg CO2/kWh = 2 880.9 kg CO2/month
≙ 34 570.8 kg CO2/year
Example for drying energy
We are assuming the use of drying energy from natural gas. The carbon dioxide factor of natural gas is 0.2 kg/kWh. There results a saving of 8 576.58 kg CO2 emissions per month, this corresponds to an annual saving of 102 918.96 kg CO2:
42 882.9 kWh/month * 0.2 kg CO2/kWh = 8 576.58 kg CO2/month
≙ 102 918.96 kg CO2/year
Total monthly CO2 saving
The total monthly CO2 saving as a sum of the reduced energy demand is 11 457.48 kg, which corresponds to around 11.5 t:
mCO2(electricity required) + mCO2(drying energy) = mCO2(total)
2 880.9 kg CO2/month + 8 576.58 kg CO2/month
= 11 457.48 kg CO2/month
Per year, for full production, a potential saving of around 137.5 t CO2 will be possible:
11 457,48 kg CO2/month * 12 months = 137 489.76 kg CO2 /year
3.3 Additional aspects: conservation of resources
The water pump delivers 2.2 m³ water per day. Multiplied by 30 kiln days, 66 m³ less water per month would be consumed; annualized, this means 792 000 l water could be saved in this way:
2.2 m3/day * 30 days/month = 66 m3/month
= 66 000 l/month
≙ 792 000 l/year
In addition, the use of additives will reduce the wear on the equipment used. Moreover, as already described, the quantity of rejects produced is lowered so that the raw materials consumption in production decreases.
4 Conclusion
To conclude, it can be said that the use of process additives in heavy clay ceramics brings numerous advantages. In the field test at ABC-Klinkergruppe, the defined goals – saving of resources and reduction of drying cracks – could be successfully realized with the use of the additive CLAYFORM V 67. This improvement is tied to the reduction in electricity consumption and pressure and the temperature reduction of the extruded column. With the addition of CLAYFORM V 67, part of the water added can be saved. As a result, it is not only possible to save energy in the drying process – the drying process is additionally simplified so that fewer drying cracks are formed, and at the same time resources are saved. In addition, the number of products in the “premium grade” category could be increased – several significant parameters that favour the use of the additive.
The field test at Tonality has shown that bentonite can be substituted by dosing additives as these achieve the necessary dry bending strength with lower standard deviation. Moreover, the mixing water required can be reduced with the addition of CLAYFORM P 193. Accordingly, not only a cost reduction with constant material properties can be expected but also less breakage and accordingly fewer rejects. Moreover, the properties of the finished product are not influenced by the introduction of the additive.
An example calculation of the saving of energy and CO2 based on the reduction of the water content clearly shows what potential process additives offer for cost savings in the production of heavy clay ceramics. Positive side effects like the reduction in machine wear, product rejects, raw materials consumption and plant downtime complete the picture very favourably. Basically, it should be ensured that the dosage of an additive is always weighed up in terms of cost efficiency.
Firing costs remain a crucial cost factor in the production of heavy clay ceramics – a parameter that might be adjusted by the introduction of suitable additives.