Optimization of clay brick production with the integration of wood gasifiers and CHPs
Abstract
In the following, the conversion of clay brick production to renewable energies based on wood gasifiers and combined heat and power plants (CHPs) is considered. The focus is on process heat generation in a brick plant, with three scenarios for evaluation of wood gasifiers and CHPs in respect of the reduction of fossil energies and CO2 emissions. The baseline scenario shows the challenges of high-temperature process heat supply, while in variant 2 optimizations based on the integration of exhaust gas and wood gas cooling are realized. Already the switch to just one wood gasifier-CHP combination could lower the natural gas consumption by 8.2 % and the CO2 emissions by 270 tonnes per year.
Introduction
The necessity to switch to renewable energies is growing on account of the end of fossil fuel reserves and progressive climate change. For the generation of process heat, there remains a strong dependence on fossil energies, with an energy requirement of around 1.6 GJ and 118 kg CO2 per tonne brick. The energy consumption for the production of bricks and building ceramics in Germany amounts to 31 PJ, with fossil fuels covering 90 % of the demand and around 1.5 mill. t CO2 being emitted annually [1, 2].
For renewable energy sources like wind, solar, hydropower and wave energy, as well as geothermal energy and biomass, different availabilities are reported [3]. Biomass offers a crucial advantage here: it provides a constant source of energy independent of weather conditions and time of day. In contrast, wind and solar energy are heavily dependent on weather conditions, which leads to an irregular energy supply. Geothermal energy is geologically dependent and thus restricted to certain regions [4, 5, 6, 7]. Among all renewable energy sources, biomass stands out as an alternative to increase energy independence of fossil fuels and thus minimize environmental pollution, as well as to reliably supply the required energy independent of the location and prevalent weather conditions [8, 9]. Besides the direct combustion of biomass, its gasification presents an interesting alternative. This thermochemical process transforms biomass at high temperatures in the presence of a gasification agent like air into gaseous products and low quantities of coke (carbon, ash). The coke, up to now often disposed of expensively in waste incineration plants, can in the case of new plants be certified based on its quality. Gasification is classified depending on the gasification agent used: air, steam, steam and oxygen, air and steam or oxygen-enriched air [10 – 12]. The gaseous product is referred to as synthesis gas (syngas) [13] and is a mix of hydrogen (H2), methane (CH4), nitrogen (N2), carbon monoxide (CO) and carbon dioxide (CO2) [14].
In the BioBrick research project, the situation at brick plants was analysed in respect of a conversion to regenerative energies. Several barriers were identified:
Uncertainties about political goals
Uncertainties with regard to technical developments
High investment costs for the conversion
Uncertainty about the future cost efficiency of renewable energies
Especially small- to medium-sized enterprises (SMEs) are cautious about making big investments with these risks, which is why the work is focussed on plants < 5 MWth.
Based on these insights, a strategy with three pillars was developed to overcome identified barriers:
1. Step-wise conversion to renewable energies
The step-wise conversion reduces the investment required and therefore the entrepreneurial risk.
2. Flexibility of use reduces uncertainty and minimizes the entrepreneurial risk
To minimize uncertainties and risks, gasifier residues and syngas should be used directly in the production process and for the provision of process heat. In this way, another possibility for use is created besides the conversion into electricity by means of CHPs.
3. Reliability and variability in supply with fuels
On the one hand, the integration of a wood gasifier for wood pellets is investigated, on the other hand the thermal utilization of the gasifier residue is addressed. This maximizes reliability and variability in raw materials supply and protects operators against price fluctuations and supply shortfalls. Independence and planning security are especially important for SMEs.
The goal is to show possibilities for how biomass can be used in the industry for the supply of process heat. This alternative to fossil fuels should reduce CO2 emissions and costs.
Materials and methods
Data acquisition and concept development
As a reference system, a medium-sized brick plant is used. The process data and energy costs from three production years were evaluated and the current situation analysed. For the calculations, the product datasheets of a wood gasifier and CHP supplier were used. On this basis, the technical feasibility was evaluated in the following scenarios:
Base scenario (Variant 1)
In this scenario, available wood gasifiers and CHP types were integrated in the brick plant, without any adjustments to the specific requirements. The objective is to provide an overview of the framework conditions and process-related challenges. The energy flows of the gasifier and CHP types are analysed. Low-temperature heat (around 85 °C) and electric energy are supplied simultaneously with a CHP / wood gasifier unit. The scenario serves as a reference system and basis for the evaluation of the technical implementation.
Optimized integration (Variant 2)
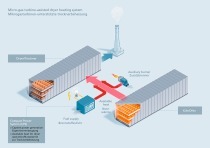
In contrast to the base scenario, with the optimized integration in addition to the low-temperature heat flow from motor cooling, two high-temperature heat flows are generated: one from the exhaust gas heat of the CHP (420 – 550 °C), which is supplied directly to the brickmaking process, and the other from the wood gas cooling (720 – 780 °C). Here an additional heat exchanger (syngas/air HE) heats ambient air with 780 °C hot wood gas.
Integration of the energy flows in the brickmaking process
To effectively integrate the energy flows in the brickmaking process, usage options for low- and high-temperature heat as well as electric energy are identified and technically evaluated. All three energies are generated simultaneously and a usage option for each must exist. The motor cooling heat has a temperature level of max. 85 °C, while the heat from exhaust gas is used directly and the energy from the hot wood gas is supplied via the syngas/air heat HE. In the following, five options for the utilization of the thermal energy are examined:
1. Preheating of combustion air for gas burners in the tunnel kiln
2. Preheating of tunnel kiln cars
3. Tunnel kiln
4. Thermal regenerative flue gas combustion system (thermal afterburning)
5. Dryer (network air)
The electric energy is rated to cover the base load of the brick plant and only surplus power fed into the grid.
Integration of the wood gasifier without CHP (Variant 3)
In the final scenario, wood gas from the gasifier is burned directly in a wood gas burner system, which means a CHP is not required and investment costs are lower, however, the generation of electricity is not possible. With cooling of the wood gas, an additional energy flow is produced, which can be integrated in a low-temperature network or converted with a syngas/air HE into high-temperature heat.
Results
Data acquisition
The analysis shows that the brick plant consumes a constant supply of electricity, with a base load of around 100 kW and peak loads up to 400 kW. The average demand reaches 180 kW, with a total power procurement of 1.6 MWh/a. Minimum electricity is consumed above all in the evening and at night. The day of the week only has a limited influence, apart from the weekend. In summer and autumn, consumption is higher than in winter and spring. Hourly jumps in power above 100 kW are frequent during operating time, with minima lying slightly over 100 kW. Electricity-intensive processes are drying (fans) as well as preparation and shaping. The biggest energy requirement is for natural gas with 20 GWh/a, mainly for heat in the dryer and tunnel kiln.
Base scenario (Variant 1)
In the base scenario, various gasifier/wood gas CHP combinations were considered:
1. The “smartblock 50T” has a total heat output of 110 kW (40 kW exhaust gas cooling, 45 kW motor cooling, 25 kW wood gas cooling) and generates 50 kW electric energy. For 8 000 utilization hours annually, it generates 880 MWh thermal and 400 MWh electric energy, which covers 4.38 % of the heat and 25.35 % of the electricity required by the brick plant.
2. The “ECO 165 HG CHP” provides a total heat output of 260 kW (70 kW wood gas, 95 kW motor, 95 kW exhaust gas cooling) and 165 kW electric energy. For 8 000 utilization hours, it generates 1.32 GWh electricity and 2.08 GWh heat, which covers 83.65 % of the electricity and 10.34 % of the heat required.
3. The combination “ECO 180 HG CHP + V 3.90” has a total heat output of 270 kW (70 kW wood gas, 100 kW motor, 100 kW exhaust gas cooling) and 180 kW electric power. For 8 000 hours, it generates 2.16 GWh heat and 1.44 GWh electricity, which cover 10.74 % of the heat required and 91.25 % of the electricity consumption.
The challenge in the integration of wood gasifier-CHPs is the supply of high-temperature process heat. These solutions focus, however, on low-temperature heat (LT heat), so alternative concepts are needed for effective utilization of high-temperature heat (HT heat).
Optimized integration (Variant 2)
The optimized integration configuration comprises, beside the LT heat from CHP motor cooling, two HT heat flows; one from the exhaust gas heat (420 – 550 °C) that can be used directly so that the exhaust gas heat exchanger is not required and one from the wood gas cooling (720 – 780 °C) from which the HT heat is removed with a syngas/air HE, which cools the wood gas from 780 °C to around 80 °C.
Potential users for these energy flows are analysed, including the tunnel kiln (for combustion air preheating, kiln car preheating and direct in-feed) as well as regenerative afterburning (RAB) and network air.
Integration in the combustion air preheating for the tunnel kiln
One possibility for using the heat flows for the tunnel kiln is preheating of the combustion air that is supplied by burner lances. Low air temperatures reduce the flame temperature as energy is needed for air heating, which can lead to an inadequate flame and uneven firing of the bricks [15, p. 32]. With preheating, the flame temperature can be increased and the CO2-emissions lowered thanks to the natural gas saving.
»Table 1 shows the results of the combustion air preheating with HT heat from CHP exhaust gas and wood gas cooling in various CHP wood gasifier plants. With increasing thermal output, the temperature of the combustion air is increased. The “smartblock” CHP warms 4 150 kg/h air up to 146 °C, while the ECO CHPs reach temperatures of 231 °C and 236 °C, respectively. This leads to savings in the fuel consumption by up to 8.2 % and a CO2 saving of more than 270 t/a.
Preheating of the tunnel kiln cars
One integration option can be preheating of the tunnel kiln cars (TKC). Here the exhaust gas stream is used direct and the HT heat indirect via a syngas/air HE. Without car preheaters in the reference plant, this option, which leads to a uniform preheated brick setting in the tunnel kiln and reduced fossil fuel consumption, is not available. The CHP variants have 30 – 45 % more thermal energy available in the cooling circuit and exhaust gas stream than with the hot wood gas. The number of the TKCs that can be preheated to 300 °C in 8 000 utilization hours was investigated.
According to »Table 2, the smartblock-CHP with V 4.50 wood gasifier can preheat five brick settings daily to 300 °C, while the ECO HG CHP variant manages 14 tunnel kiln cars. An efficiently segmented preheater structure could use the motor cooling heat in a special preheating zone, while another zone takes up HT heat streams. The tunnel kiln, with a firing time of 56 hours per setting, pushes through 13.7 cars daily. The motor cooling heats all cars to an average of 85 °C (see »Table 3). With all heat streams, the “smartblock” CHP could reach 204 °C and the ECO HG CHP plants over 454 °C and therefore a safety margin of over 100 °C to the quartz inversion.
Despite higher wood gas than exhaust gas temperature, the bricks reach a lower temperature as the exhaust gas mass flow is around four times that of the wood gas. The total heat integration could transfer over 1.2 GWh energy, which saves 6.4 % natural gas and 210 t CO2 annually.
Direct integration in the tunnel kiln
Integration of the heat streams into the tunnel kiln must be planned carefully so as to avoid cooling of the tunnel kiln atmosphere. The CHP exhaust gas (up to 550 °C) can be introduced directly, while heat from the hot wood gas (up to 780 °C) is transferred via a gas/gas HE. The temperature of the thermal energy from the CHP-motor cooling is too low for use in this context.
The introduction of the CHP exhaust gases through the TKC is limited because of the proximity to the flue gas extraction, could, however, benefit the regenerative afterburning. Alternatively, the exhaust gases could be introduced at the side, for which apertures and high-temperature-resistant valves would be necessary. In the ideal case, the natural gas burners in these areas are substituted. For this a higher exhaust gas volume flow is necessary as natural gas is richer in energy than the exhaust gases and preheated air. For the combustion of 1 mn³ natural gas, around 10 mn³ air is necessary, which produces around 12 mn³ exhaust gas. To provide near the same thermal energy with CHP exhaust gases (approx. 550 °C), at least 60 mn³ are required [16].To balance this, extraction and flow volumes in the tunnel kiln would have to be adapted, which could influence the kiln flow. For the ECO HG CHPs, the exhaust gas mass flow would rise by up to 14 % from 8 239 kg/h to 9 389 kg/h, which necessitates a bigger fan.
Integration in the regenerative after-burning system
The most efficient option for utilization of the CHP heat in the tunnel kiln is upstream of the heat exchanger of the regenerative afterburning system, where the flue gas temperature is around 190 °C. CHP flue gases increase this temperature directly while wood gas cooling is utilized via a gas/gas HE. The waste heat from the motor is not taken into consideration.
The heated RAB warm air mixes with the tunnel kiln network air and reaches the chamber dryer, which lowers the gas consumption of the additional burner or substitutes this and can shorten the drying time. It is necessary to coordinate this so that no cracks are formed in the bricks.
Integration in the network air
The integration of the heat flows into the network air reduces the gas consumption of the additional burner. The network air flowing into the chamber dryer with 140 °C in the reference plant can only be upgraded by the two HT thermal flows. The CHP motor waste heat would have to be integrated in a different way.
»Table 4 shows that the integration of the CHP exhaust gases in the network air increases the mass flow by just 3.05 %, but the temperature from 140 °C to 155.6 °C. The process is similar to RAB integration, as both heat flows are fed into the chamber dryer. However, direct contact with the CHP exhaust gas could influence the brick quality, For that reason the RAB is recommended as the optimum integration point.
Summary and Conclusion
The study investigates the conversion of a brick plant to renewable energies based on wood gasifiers and CHPs.
In the baseline scenario (Variant 1), it was established that with the standard integration of wood gasifier/CHP, primarily the electricity demand can be covered.
The optimized integration (Variant 2) concentrated on the more effective utilization of the high-temperature heat. With the preheating of the combustion air for the tunnel kiln, considerable savings in fuel and CO2 emissions could be achieved.
In addition, the direct integration of the wood gasifier in the tunnel kiln was examined. It is crucial to avoid a cooling of the tunnel kiln atmosphere. The results show that an extensive integration of the available heat enables a considerable saving in fuel and CO2 emissions.
Overall, the results of this study make clear the feasibility and potential of the switch from fossil fuels to renewable energies in the clay brick and tile industry. With a step-by-step conversion and utilization of various technology approaches, entrepreneurs can cover their energy requirement more efficiently and reduce CO2 emissions at the same time.
Starting from these theoretical investigation, direct natural gas substitution with wood gas is currently being demonstrated in the field as part of the BioBrick2 project. We shall present these investigations in a workshop, share the findings we have made and discuss aspects with you, the experts in the clay brick and tile industry.